一种铝合金模锻件成型模具工装的制作方法
本技术涉及模具,具体为一种铝合金模锻件成型模具工装。
背景技术:
1、目前在利用模具对铝合金模锻件锻压完毕后,往往存在不便于取件的问题,需要进行人工撬件,不仅工人劳动强度高,而且容易对锻件造成损伤,带来不必要的损失,为此我们提出了一种铝合金模锻件成型模具工装,以解决上述背景技术中提出的问题。
技术实现思路
1、本实用新型的目的在于提供一种铝合金模锻件成型模具工装,以解决上述背景技术中提出的问题。
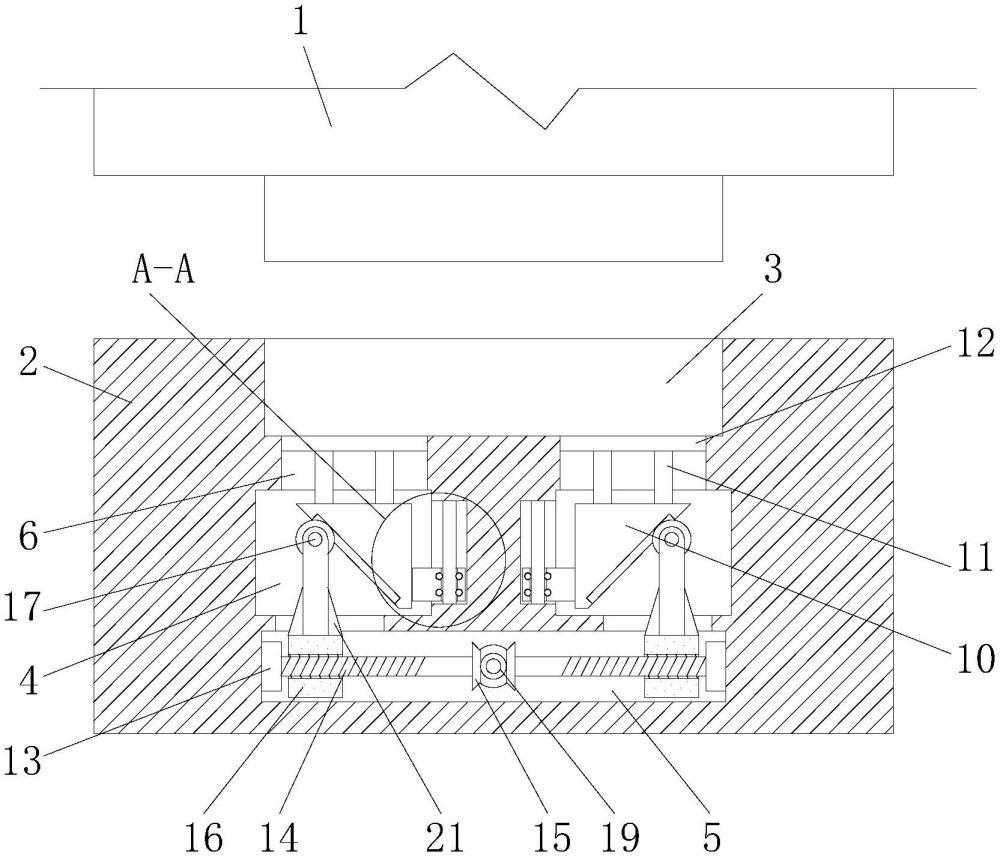
2、为实现上述目的,本实用新型提供如下技术方案:一种铝合金模锻件成型模具工装,包括上模具和下模具,所述上模具设置在下模具的上方,所述下模具的顶部开设有冲压槽,所述下模具的内部对称开设有第一空腔,所述下模具内部且位于两个第一空腔的下方开设有第二空腔,所述冲压槽与第一空腔之间通过通槽相互连通,所述下模具内部且对应第一空腔内壁的侧面开设有限位槽,所述限位槽内壁的顶部和底部之间固定连接有限位杆,所述限位杆上沿轴向滑动连接有滑块,所述滑块的一侧贯穿限位槽且延伸至第一空腔内部固定连接有梯形块,所述梯形块的顶部对称安装有顶杆,所述顶杆的顶端贯穿第一空腔且延伸至通槽内部,位于同侧的两个顶杆顶端通过顶板固定连接,所述下模具内壁左右两侧对称安装有滚动轴承,所述滚动轴承内转动连接有螺杆,所述螺杆的一端贯穿至滚动轴承外部固定连接有从动锥齿轮,所述螺杆上沿轴向螺纹连接有平移块,所述平移块的顶部固定连接有压轮,所述压轮的顶端贯穿第二空腔且延伸至第一空腔内部,所述下模具正面且对应两个从动锥齿轮之间的位置固定安装有步进电机,所述步进电机的输出轴贯穿至第二空腔内部固定连接有与从动锥齿轮配合使用的主动锥齿轮。
3、进一步地,所述滑块的内侧设有滚珠,所述滚珠与限位杆表面滚动连接。
4、进一步地,所述平移块顶部且对应压轮的两侧均固定安装有加强筋,所述加强筋靠近压轮的一侧与压轮固定连接。
5、进一步地,所述梯形块斜面上对应压轮的位置开设有轮槽,所述压轮滚动连接在轮槽内部。
6、进一步地,所述步进电机的外侧设有电机套,所述电机套固定连接在下模具的外侧。
7、与现有技术相比,本实用新型的有益效果如下:
8、本实用新型在利用上模具和下模具对铝合金模锻件进行锻压成型后,需从冲压槽内取件时,可对步进电机开启,使其输出轴带动主动锥齿轮旋转,与之啮合的从动锥齿轮可带动螺杆于滚动轴承的连接下转动,螺纹连接于其上的平移块可带动压轮向内侧平移,实现对梯形块斜面的挤压,在限位杆和滑块的连接限位下,梯形块竖直上移,带动顶杆和顶板竖直上移,进而利用顶板将冲压槽内的铝合金模锻件顶出,该铝合金模锻件成型模具工装,结构设计合理,使用方便,在利用模具对铝合金模锻件锻压完毕后,可实现对锻件的快速顶出,无需人工撬件,降低了工人的劳动强度,而且也减小了对锻件表面的损伤,避免了不必要的损失,可全面满足人们使用需求。
技术特征:
1.一种铝合金模锻件成型模具工装,包括上模具(1)和下模具(2),其特征在于:所述上模具(1)设置在下模具(2)的上方,所述下模具(2)的顶部开设有冲压槽(3),所述下模具(2)的内部对称开设有第一空腔(4),所述下模具(2)内部且位于两个第一空腔(4)的下方开设有第二空腔(5),所述冲压槽(3)与第一空腔(4)之间通过通槽(6)相互连通,所述下模具(2)内部且对应第一空腔(4)内壁的侧面开设有限位槽(7),所述限位槽(7)内壁的顶部和底部之间固定连接有限位杆(8),所述限位杆(8)上沿轴向滑动连接有滑块(9),所述滑块(9)的一侧贯穿限位槽(7)且延伸至第一空腔(4)内部固定连接有梯形块(10),所述梯形块(10)的顶部对称安装有顶杆(11),所述顶杆(11)的顶端贯穿第一空腔(4)且延伸至通槽(6)内部,位于同侧的两个顶杆(11)顶端通过顶板(12)固定连接,所述下模具(2)内壁左右两侧对称安装有滚动轴承(13),所述滚动轴承(13)内转动连接有螺杆(14),所述螺杆(14)的一端贯穿至滚动轴承(13)外部固定连接有从动锥齿轮(15),所述螺杆(14)上沿轴向螺纹连接有平移块(16),所述平移块(16)的顶部固定连接有压轮(17),所述压轮(17)的顶端贯穿第二空腔(5)且延伸至第一空腔(4)内部,所述下模具(2)正面且对应两个从动锥齿轮(15)之间的位置固定安装有步进电机(18),所述步进电机(18)的输出轴贯穿至第二空腔(5)内部固定连接有与从动锥齿轮(15)配合使用的主动锥齿轮(19)。
2.根据权利要求1所述的一种铝合金模锻件成型模具工装,其特征在于:所述滑块(9)的内侧设有滚珠(20),所述滚珠(20)与限位杆(8)表面滚动连接。
3.根据权利要求2所述的一种铝合金模锻件成型模具工装,其特征在于:所述平移块(16)顶部且对应压轮(17)的两侧均固定安装有加强筋(21),所述加强筋(21)靠近压轮(17)的一侧与压轮(17)固定连接。
4.根据权利要求3所述的一种铝合金模锻件成型模具工装,其特征在于:所述梯形块(10)斜面上对应压轮(17)的位置开设有轮槽(22),所述压轮(17)滚动连接在轮槽(22)内部。
5.根据权利要求4所述的一种铝合金模锻件成型模具工装,其特征在于:所述步进电机(18)的外侧设有电机套(23),所述电机套(23)固定连接在下模具(2)的外侧。
技术总结
本技术公开了一种铝合金模锻件成型模具工装,包括上模具和下模具,所述上模具设置在下模具的上方,所述下模具的顶部开设有冲压槽,所述下模具的内部对称开设有第一空腔,所述下模具内部且位于两个第一空腔的下方开设有第二空腔,所述冲压槽与第一空腔之间通过通槽相互连通,所述下模具内部且对应第一空腔内壁的侧面开设有限位槽,所述限位槽内壁的顶部和底部之间固定连接有限位杆。该铝合金模锻件成型模具工装,结构设计合理,使用方便,在利用模具对铝合金模锻件锻压完毕后,可实现对锻件的快速顶出,无需人工撬件,降低了工人的劳动强度,而且也减小了对锻件表面的损伤,避免了不必要的损失,可全面满足人们使用需求。
技术研发人员:史青华,黄海,史泉林
受保护的技术使用者:江西中信航空设备制造有限公司
技术研发日:20230808
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!