罗拉线槽定位工装的制作方法
本申请涉及工艺装备,具体而言,涉及一种罗拉线槽定位工装。
背景技术:
1、在工业制造中,线切割是一种常见的切割工艺。线切割设备通常利用罗拉带动锯线运动,使其能够切割工件。罗拉整体呈筒状,锯线的两端分别缠绕在两个罗拉上,通过罗拉的转动,一个罗拉收线,一个罗拉放线,从而实现切割线运动。罗拉表面设置有线槽,锯线沿着线槽缠绕于罗拉。缠绕锯线时,需要准确地确定锯线在罗拉上的入线位置和出线位置,以保证切割效果。但是罗拉上的线槽很密,现有的方法通过人工肉眼从罗拉端部去数数来确定应该入线或出线的线槽,这是比较繁琐、低效率的,而且容易数错。
技术实现思路
1、本申请的目的在于提供一种罗拉线槽定位工装,其能够高效地、精确地确定罗拉上线槽的位置。
2、本申请的实施例是这样实现的:
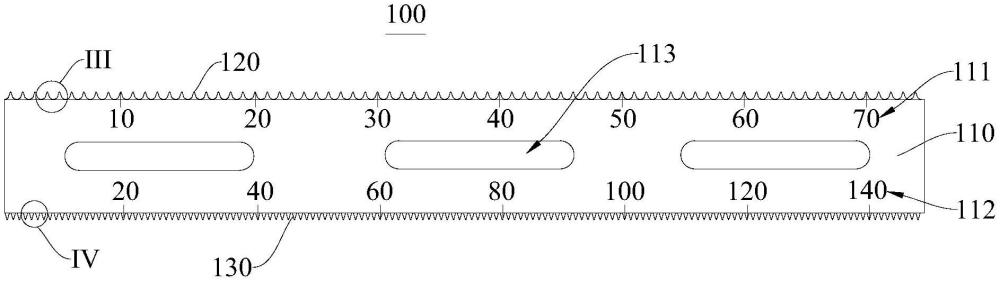
3、第一方面,本申请提供一种罗拉线槽定位工装,包括尺条,所述尺条具有相对的第一侧边和第二侧边,所述第一侧边和所述第二侧边沿所述尺条的长度方向延伸,所述第一侧边上设置有沿所述尺条长度方向间隔排布的多个第一齿部,多个所述第一齿部用于一一对应地插入罗拉的多个线槽,所述尺条上设置有与所述第一齿部对应的第一数字标识。
4、在可选的实施方式中,相邻两个所述第一齿部的齿尖的间距为0.65mm或1.3mm。
5、在可选的实施方式中,所述第二侧边上设置有沿所述尺条长度方向间隔排布的多个第二齿部,多个所述第二齿部用于一一对应地插入罗拉的多个线槽,所述尺条上设置有与所述第二齿部对应的第二数字标识;所述第二齿部的间距与所述第一齿部的间距不同。
6、在可选的实施方式中,相邻两个所述第一齿部的齿尖的间距为1.3mm,相邻两个所述第二齿部的齿尖的间距为0.65mm。
7、在可选的实施方式中,所述第一齿部和/或所述第二齿部的齿高为0.2~0.5mm。
8、在可选的实施方式中,每n个所述第一齿部对应设置一个所述第一数字标识,n为5、10、20、50或者100;
9、每m个所述第二齿部对应设置一个所述第二数字标识,m为5、10、20、50或者100。
10、在可选的实施方式中,所述第一数字标识和所述第二数字标识为凹槽或凸棱。
11、在可选的实施方式中,所述第一齿部在所述尺条长度方向上的两侧分别形成两个第一坡面,两个所述第一坡面呈35°~55°夹角;
12、所述第二齿部在所述尺条长度方向上的两侧分别形成两个第二坡面,两个所述第二坡面呈35°~55°夹角。
13、在可选的实施方式中,所述尺条上开设有减重孔。
14、在可选的实施方式中,所述尺条沿其长度方向分成多段,相邻两段之间通过合页连接。
15、本申请实施例的有益效果是:
16、本申请提供的罗拉线槽定位工装包括尺条,尺条具有相对的第一侧边和第二侧边,第一侧边和第二侧边沿尺条的长度方向延伸,第一侧边上设置有沿尺条长度方向间隔排布的多个第一齿部,多个第一齿部用于一一对应地插入罗拉的多个线槽,尺条上设置有与第一齿部对应的第一数字标识。在使用罗拉线槽定位工装对线槽进行定位时,将第一齿部一一对应地插入到多个线槽中,通过读取第一数字标识即可快速确定目标线槽的位置信息或者找到目标位置的线槽。比如,想找到罗拉上从端部数第n个线槽,只需要将尺条上第一个第一齿部对应插在罗拉端部的第一个线槽,再通过读数即可找到齿条上的第n个第一齿部,该第一齿部所插入的线槽则是罗拉上的第n个线槽。再比如,想找到某一个目标线槽所处的位置,即想确定该目标线槽是从罗拉端部数第几个线槽,那么只需要将尺条上第一个第一齿部对应插在罗拉端部的第一个线槽,再找到目标线槽所对应的第一齿部,通过读数即可确定该第一齿部是尺条上的第m个第一齿部,进而可确定该目标线槽是罗拉上的第m个线槽。可见,采用本申请实施例提供的罗拉线槽定位工装,能够高效、准确地对线槽进行定位。并且,第一齿部插入线槽,使得罗拉线槽定位工装不容易滑动,因此便于读数。
技术特征:
1.一种罗拉线槽定位工装,其特征在于,包括尺条(110),所述尺条(110)具有相对的第一侧边和第二侧边,所述第一侧边和所述第二侧边沿所述尺条(110)的长度方向延伸,所述第一侧边上设置有沿所述尺条(110)长度方向间隔排布的多个第一齿部(120),多个所述第一齿部(120)用于一一对应地插入罗拉(10)的多个线槽,所述尺条(110)上设置有与所述第一齿部(120)对应的第一数字标识(111)。
2.根据权利要求1所述的罗拉线槽定位工装,其特征在于,相邻两个所述第一齿部(120)的齿尖的间距为0.65mm或1.3mm。
3.根据权利要求1所述的罗拉线槽定位工装,其特征在于,所述第二侧边上设置有沿所述尺条(110)长度方向间隔排布的多个第二齿部(130),多个所述第二齿部(130)用于一一对应地插入罗拉(10)的多个线槽,所述尺条(110)上设置有与所述第二齿部(130)对应的第二数字标识(112);所述第二齿部(130)的间距与所述第一齿部(120)的间距不同。
4.根据权利要求3所述的罗拉线槽定位工装,其特征在于,相邻两个所述第一齿部(120)的齿尖的间距为1.3mm,相邻两个所述第二齿部(130)的齿尖的间距为0.65mm。
5.根据权利要求3所述的罗拉线槽定位工装,其特征在于,所述第一齿部(120)和/或所述第二齿部(130)的齿高为0.2~0.5mm。
6.根据权利要求3所述的罗拉线槽定位工装,其特征在于,每n个所述第一齿部(120)对应设置一个所述第一数字标识(111),n为5、10、20、50或者100;
7.根据权利要求3所述的罗拉线槽定位工装,其特征在于,所述第一数字标识(111)和所述第二数字标识(112)为凹槽或凸棱。
8.根据权利要求3所述的罗拉线槽定位工装,其特征在于,所述第一齿部(120)在所述尺条(110)长度方向上的两侧分别形成两个第一坡面(121),两个所述第一坡面(121)呈35°~55°夹角;
9.根据权利要求1-8中任一项所述的罗拉线槽定位工装,其特征在于,所述尺条(110)上开设有减重孔(113)。
10.根据权利要求1-8中任一项所述的罗拉线槽定位工装,其特征在于,所述尺条(110)沿其长度方向分成多段,相邻两段之间通过合页连接。
技术总结
本申请公开了一种罗拉线槽定位工装,涉及工艺装备技术领域。罗拉线槽定位工装包括尺条,尺条具有相对的第一侧边和第二侧边,第一侧边和第二侧边沿尺条的长度方向延伸,第一侧边上设置有沿尺条长度方向间隔排布的多个第一齿部,多个第一齿部用于一一对应地插入罗拉的多个线槽,尺条上设置有与第一齿部对应的第一数字标识。在使用罗拉线槽定位工装对线槽进行定位时,将第一齿部一一对应地插入到多个线槽中,通过读取第一数字标识即可快速确定目标线槽的位置信息或者找到目标位置的线槽。采用本申请提供的罗拉线槽定位工装,能够高效、准确地对线槽进行定位。并且,第一齿部插入线槽,使得罗拉线槽定位工装不容易滑动,因此便于读数。
技术研发人员:连旗锋
受保护的技术使用者:通威微电子有限公司
技术研发日:20230809
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!