一种支管座焊接组对和防变形组合工具的制作方法
本技术涉及工程安装等相关,尤其涉及一种支管座焊接组对和防变形组合工具。
背景技术:
1、支管座的焊接分为先钻孔后焊接与先焊接后钻孔两种情况,针对于先钻孔后焊接的安放式焊接支管座组对定位的方法通常为,施工班组一边手持支管座,一边通过目视及借助直角尺来确定支管座与主管的垂直度及组对间隙,在点焊过程中,仍需要多次调整,从而保证主管与支管座组对时的同心度、垂直度以及组对间隙,因此组对过程耗时较长,且质量控制难度大,施工效率较低。并且薄壁支管座焊接过程中容易发生变形,所以焊接过程中要控制好焊接电流和温度,通常采用小电流焊接,减少热输入,同时采用间断焊降低层间温度,从而导致焊接过程不连续,焊接效率低、产品质量及合格率低。
技术实现思路
1、有鉴于此,为解决上述问题,本实用新型的目的在于提供一种支管座焊接组对和防变形组合工具,其中,包括:
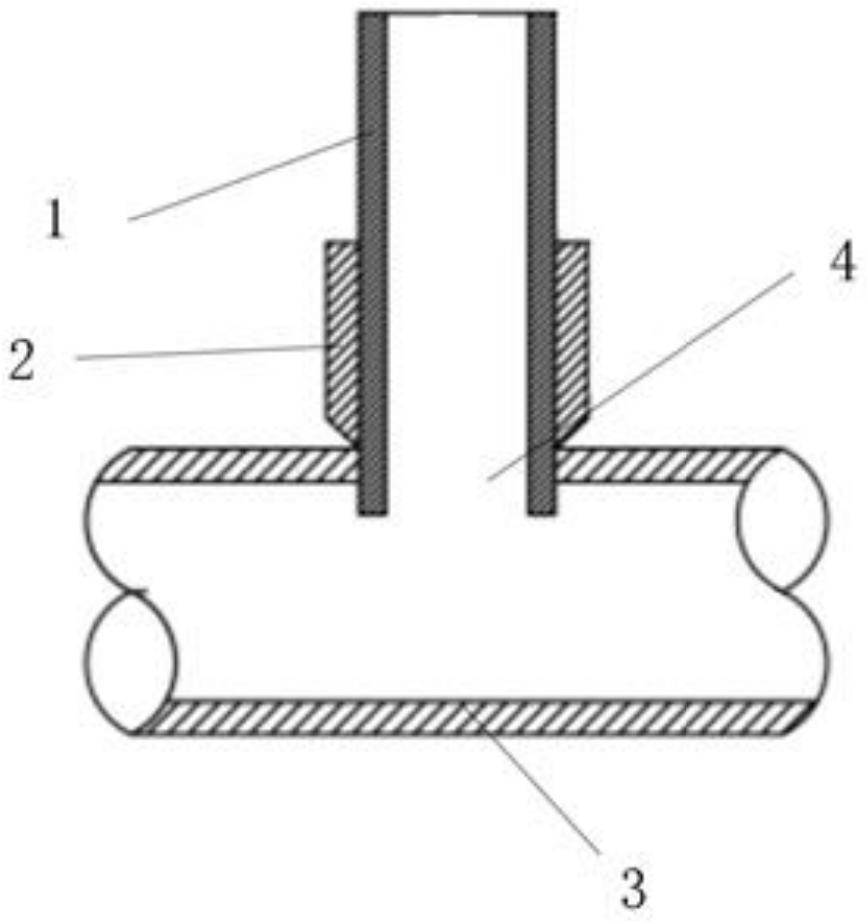
2、支管座组对工具、安放式支管座、主管;
3、所述主管的上端设有一通孔,所述支管座组对工具的一端依次贯穿所述安放式支管座、所述通孔并插入所述主管的内部;
4、所述支管座组对工具插入所述主管的一端设有若干条形槽,且所述支撑座组对工具的另一端突出于所述安放式支管座。
5、上述的一种支管座焊接组对和防变形组合工具,其中,所述支管座组对工具的外径小于所述安放式支管座的内径。
6、上述的一种支管座焊接组对和防变形组合工具,其中,所述条形槽的长度大于所述主管的壁厚和所述主管与所述安放式支管座的点焊焊缝高度之和。
7、上述的一种支管座焊接组对和防变形组合工具,其中,所述支管座组对工具的长度大于所述安放式支管座的长度和所述主管的壁厚之和。
8、上述技术方案与现有技术相比具有的积极效果是:
9、通过对本实用新型的应用,提供了一种支管座焊接组对和防变形组合工具,支管座组对工具保证了组对的垂直度,确定了对中位置,更好的保证了焊接质量。同时也大大提高了支管座与母管组对速度,提高了施工效率,减少了整体的施工周期,节约人、材、机的消耗。
技术特征:
1.一种支管座焊接组对和防变形组合工具,其特征在于,包括:
2.根据权利要求1所述的一种支管座焊接组对和防变形组合工具,其特征在于,所述支管座组对工具的外径小于所述安放式支管座的内径。
3.根据权利要求1所述的一种支管座焊接组对和防变形组合工具,其特征在于,所述条形槽呈矩形。
4.根据权利要求1所述的一种支管座焊接组对和防变形组合工具,其特征在于,所述条形槽的长度大于所述主管的壁厚和所述主管与所述安放式支管座的点焊焊缝高度之和。
5.根据权利要求1所述的一种支管座焊接组对和防变形组合工具,其特征在于,所述支管座组对工具的长度大于所述安放式支管座的长度和所述主管的壁厚之和。
技术总结
本技术公开了一种支管座焊接组对和防变形组合工具,其特征在于,包括:支管座组对工具、安放式支管座、主管;所述主管的上端设有一通孔,所述支管座组对工具的一端依次贯穿所述安放式支管座、所述通孔并插入所述主管的内部;所述支管座组对工具插入所述主管的一端设有若干条形槽,且所述支撑座组对工具的另一端突出于所述安放式支管座。通过对本技术的应用,提供了一种支管座焊接组对和防变形组合工具,支管座组对工具保证了组对的垂直度,确定了对中位置,更好的保证了焊接质量。同时也大大提高了支管座与母管组对速度,提高了施工效率,减少了整体的施工周期,节约人、材、机的消耗。
技术研发人员:石玉晴,孙明光,王潇,王超,张娟,刘飞云,聂铁军
受保护的技术使用者:中国核工业第五建设有限公司
技术研发日:20230811
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!