一种电池模组焊接装置的制作方法
本技术涉及电池组装领域,尤其涉及一种电池模组焊接装置。
背景技术:
1、电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体,同一电池包括多个电池模组,每个电池模组通过极耳将电流进行引入引出,因此,在进行电池的制造过程中需要将每一个电池模组的极耳进行焊接。现有技术中通常使用激光进行焊接。
2、如授权公告号为cn203592237u的中国实用新型专利公开了一种锂电池盖帽与极耳的焊接辅助装置,其中该焊接辅助装置包括底座和与底座铰接在一起的盖板(即焊接盖板),在底座上设置有放置电池的电池槽和放置待焊接盖帽的盖帽槽,在焊接时极耳和电池盖帽均放置在盖帽槽内。为了对盖帽槽内的极耳和电池盖帽进行更好的压接固定,因此在盖板上还设置有对盖帽槽内的待焊接结构进行压紧的压紧块(即压紧结构),压紧块上设置有焊接孔(即第二穿透孔),方便激光从压紧块上的焊接孔通过进行焊接。在盖板上还设置有卡板,通过卡板与摆动卡钩的卡接配合完成盖板的盖合。
3、然而,上述技术方案中对极耳的压紧采用铰接的压紧块与盖帽槽,压紧块的顶面与盖帽槽的底面之间的间隙恒定,会对极耳造成刚性挤压,极耳容易被损伤,若需焊接的极耳的厚度大于该间隙,则会导致卡板和摆动卡钩无法卡接扣合,强行扣合会进一步导致极耳受损。
技术实现思路
1、本实用新型的目的在于提供一种电池模组焊接装置,用于解决现有技术中压紧结构对极耳的固定采用刚性挤压,导致极耳焊接时若极耳厚度过大则会损伤极耳的问题。
2、为实现上述目的,本实用新型中的电池模组焊接装置采用如下技术方案:
3、一种电池模组焊接装置,包括用于放置极耳的极耳放置结构和焊接盖板,所述焊接盖板上设置有用于对极耳进行压紧的压紧结构,所述焊接盖板和压紧结构上分别设置有用于使焊接光束穿过的穿透孔,所述压紧结构与焊接盖板导向且活动装配在一起,且在压紧结构和焊接盖板之间还设置有弹性件,弹性件用于在压紧结构压紧极耳的过程中受力变形,以对压紧结构提供弹性压紧极耳的弹性力。
4、上述技术方案的有益效果在于:本实用新型对现有的电池模组焊接装置进行改进,通过将压紧结构和焊接盖板导向且活动装配在一起,使得焊接盖板和压紧结构相对能够独立运动,在焊接盖板向极耳进行压紧的过程中,由于压紧结构与焊接盖板之间设置有弹性件,那么在压紧的过程中,弹性件会依据压紧的力矩进行形变,也就是说当极耳较厚时,由于焊接盖板不断的压向极耳,因此弹性件会产生形变以补偿该厚度,且由于弹性件的存在,会产生持续的弹力,进而使得压紧结构能够对极耳进行压紧,避免在焊接的过程中极耳失去固定,进而解决了现有技术中现有技术中压紧结构对极耳的固定采用刚性挤压,导致极耳焊接时若极耳厚度过大则会损伤极耳的问题。
5、进一步地,所述电池模组焊接装置还包括连接在焊接盖板和压紧结构两者中的一个上的导向柱,所述焊接盖板和压紧结构两者中的另一个上设置有与导向柱导向配合的导向孔。
6、上述技术方案的有益效果在于:导向柱和导向孔的结构形式便于加工且导向效果好。
7、进一步地,弹性件套设在所述导向柱上。
8、上述技术方案的有益效果在于:节省空间,且弹性件套设在导向柱上形成对弹性件的限位安装。
9、进一步地,所述弹性件为压簧,所述压簧顶装在焊接盖板与压紧结构之间,所述导向柱上设置有位于焊接盖板或压紧结构上远离压簧的一侧限位结构。
10、上述技术方案的有益效果在于:压簧的两端与焊接盖板和压紧结构之间为挤压作用,压簧仅套设在导向柱上即可,不必再对压簧进行连接。
11、进一步地,所述导向柱为导向螺栓,所述压紧结构上设置有与导向螺栓螺纹配合的螺纹孔,所述焊接盖板上设置有供导向螺栓穿过的螺栓穿孔,导向螺栓的头部构成了位于焊接盖板上远离压簧的一侧的限位结构。
12、上述技术方案的有益效果在于:螺栓固定方式简单,且可以通过旋拧螺栓的方式改变焊接盖板与压紧结构之间的最大间距。
13、进一步地,所述压紧结构包括压紧筒,压紧筒的一端用于压紧极耳,另一端上凸设有用于连接导向柱的的连接凸缘,压紧筒的内孔构成所述穿透孔。
14、上述技术方案的有益效果在于:结构简单,便于和导向柱连接的同时也不影响焊接光束的穿过。
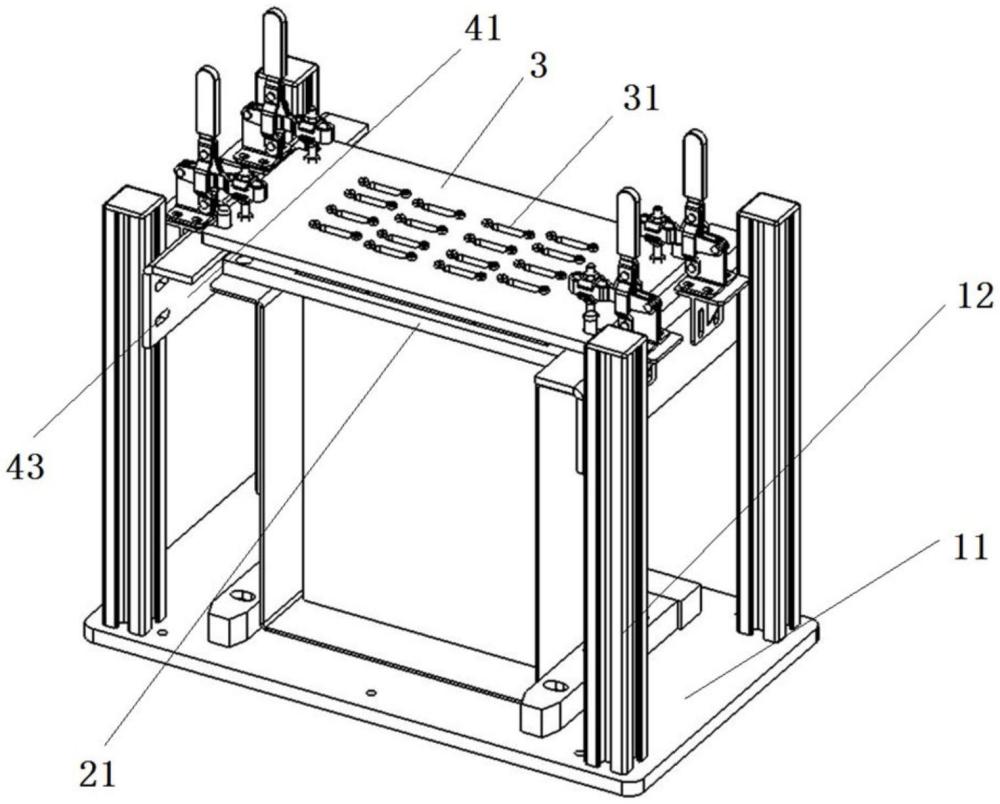
15、进一步地,电池模组焊接装置还包括安装座,安装座上设置有至少两个支架,两个支架上设置有支撑焊接盖板的焊接平面,所述支架上还设置有用于固定焊接盖板的固定结构。
16、上述技术方案的有益效果在于:便于进行焊接盖板的固定,在焊接的过程中能够持续对极耳进行固定。
17、进一步地,所述安装座上设置有竖直布置的安装槽,所述支架上设置伸入安装槽内部以进行固定的固定螺栓。
18、上述技术方案的有益效果在于:便于调整焊接盖板的位置进而适应不同的电池模组的尺寸。
19、进一步地,所述支架的支撑平面上设置有定位柱,定位柱竖直延伸,所述焊接盖板上设置有与定位柱定位配合的定位孔或定位槽。
20、上述技术方案的有益效果在于:便于对焊接盖板的位置进行定位,使得焊接盖板上的压紧结构与极耳放置结构对应。
21、进一步地,所述焊接盖板上的穿透孔构成第一穿透孔,所述压紧结构上的穿透孔构成第二穿透孔,所述第二穿透孔在电池模组焊接装置焊接极耳时的水平面上的投影完全覆盖第一穿透孔。
22、上述技术方案的有益效果在于:在进行焊接的时候能对压紧结构进行保护,防止焊接光束对压紧结构进行伤害。
技术特征:
1.一种电池模组焊接装置,包括用于放置极耳的极耳放置结构和焊接盖板(3),所述焊接盖板(3)上设置有用于对极耳进行压紧的压紧结构,所述焊接盖板(3)和压紧结构上分别设置有用于使焊接光束穿过的穿透孔,其特征在于:所述压紧结构与焊接盖板(3)导向且活动装配在一起,且在压紧结构和焊接盖板(3)之间还设置有弹性件,弹性件用于在压紧结构压紧极耳的过程中受力变形,以对压紧结构提供弹性压紧极耳的弹性力。
2.根据权利要求1所述的电池模组焊接装置,其特征在于:所述电池模组焊接装置还包括连接在焊接盖板(3)和压紧结构两者中的一个上的导向柱,所述焊接盖板(3)和压紧结构两者中的另一个上设置有与导向柱导向配合的导向孔。
3.根据权利要求2所述的电池模组焊接装置,其特征在于:弹性件套设在所述导向柱上。
4.根据权利要求3所述的电池模组焊接装置,其特征在于:所述弹性件为压簧(34),所述压簧(34)顶装在焊接盖板(3)与压紧结构之间,所述导向柱上设置有位于焊接盖板(3)或压紧结构上远离压簧(34)一侧的限位结构。
5.根据权利要求4所述的电池模组焊接装置,其特征在于:所述导向柱为导向螺栓(33),所述压紧结构上设置有与导向螺栓(33)螺纹配合的螺纹孔,所述焊接盖板(3)上设置有供导向螺栓(33)穿过的螺栓穿孔,导向螺栓(33)的头部构成了位于焊接盖板(3)上远离压簧的一侧的限位结构。
6.根据权利要求2-5任一项所述的电池模组焊接装置,其特征在于:所述压紧结构包括压紧筒(35),压紧筒(35)的一端用于压紧极耳,另一端上凸设有用于连接导向柱的连接凸缘,压紧筒(35)的内孔构成所述穿透孔。
7.根据权利要求1-5任一项所述电池模组焊接装置,其特征在于:电池模组焊接装置还包括安装座,安装座上设置有至少两个支架(41),两个支架(41)上设置有支撑焊接盖板(3)的支撑平面,所述支架(41)上还设置有用于固定焊接盖板(3)的固定结构。
8.根据权利要求7所述的电池模组焊接装置,其特征在于:所述安装座上设置有竖直布置的安装槽,所述支架(41)上设置伸入安装槽内部以进行固定的固定螺栓。
9.根据权利要求7所述的电池模组焊接装置,其特征在于:所述支架(41)的支撑平面上设置有定位柱,定位柱竖直延伸,所述焊接盖板(3)上设置有与定位柱定位配合的定位孔或定位槽。
10.根据权利要求1-5任一项所述的电池模组焊接装置,其特征在于:所述焊接盖板(3)上的穿透孔构成第一穿透孔(31),所述压紧结构上的穿透孔构成第二穿透孔(32),所述第二穿透孔(32)在电池模组焊接装置焊接极耳时的水平面上的投影完全覆盖第一穿透孔(31)。
技术总结
本技术涉及电池组装领域,尤其涉及一种电池模组焊接装置。电池模组焊接装置包括焊接盖板,所述焊接盖板上设置有压紧结构,压紧结构与焊接盖板导向且活动装配在一起,且在压紧结构和焊接盖板之间还设置有弹性件,弹性件用于在压紧结构压紧极耳的过程中受力变形,以对压紧结构提供弹性压紧极耳的弹性力。焊接盖板和压紧结构相对能够独立运动,在焊接盖板向极耳进行压紧的过程中,由于压紧结构与焊接盖板之间设置有弹性件,那么在压紧的过程中,弹性件会依据压紧的力矩进行形变,进而解决了现有技术中现有技术中压紧结构对极耳的固定采用刚性挤压,导致极耳焊接时若极耳厚度过大则会损伤极耳的问题。
技术研发人员:刘岩,潘禹良,魏永超
受保护的技术使用者:洛阳储变电系统有限公司
技术研发日:20230811
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!