一种扩孔加工刀具的制作方法
本申请涉及车床加工工艺,具体涉及一种扩孔加工刀具。
背景技术:
1、机械制造包含各种动力机械、化工机械、纺织机械、机床、工具、仪器、仪表及其他机械设备的生产,它为整个国民经济提供技术装备支撑。
2、各类机械设备中的组成零件离不开机械加工,尤其是回转类的零件必须使用车床加工。
3、车床加工在机械加工中有普遍性应用,其加工效率的高低也直接代表了机械设备的制造成本。机械制造行业内一直致力于开发既能满足车床普遍适用性又能提高车床加工效率的工艺技术方法。
4、现在机械加工行业内普通车床普遍采用扩孔工艺技术为普通镗孔法。
5、该扩孔方法使用固定外形尺寸的扩孔加工刀具,该扩孔加工刀具由扩孔刀头与镗孔刀杆两部分构成,两者一体式连接;扩孔作业产生的切削力由镗孔刀杆自身刚度抵消,导致扩孔加工时可承受的切削力偏低,只能匹配较小的切削速度、进给量、切削深度,导致加工效率不高;
6、同时,该扩孔加工刀具为固定外形尺寸,不能兼顾不同孔径、孔深的扩孔作业需求,导致扩孔加工刀具的适用范围较窄。
技术实现思路
1、有鉴于此,本申请提供了一种扩孔加工刀具,其结构通过在扩孔刀头前进方向前端加设扩孔刀头引导段,从而将切削力由扩孔刀头引导段承受并传导至零件毛坯的引导孔内壁,进而提高切削速度、进给量、切削深度以及加工效率。
2、为了达到上述目的,本申请提供如下技术方案:
3、一种扩孔加工刀具,包括:
4、扩孔刀头,所述扩孔刀头上安装有切割刀,所述切割刀的刀刃能够切割所述零件毛坯;
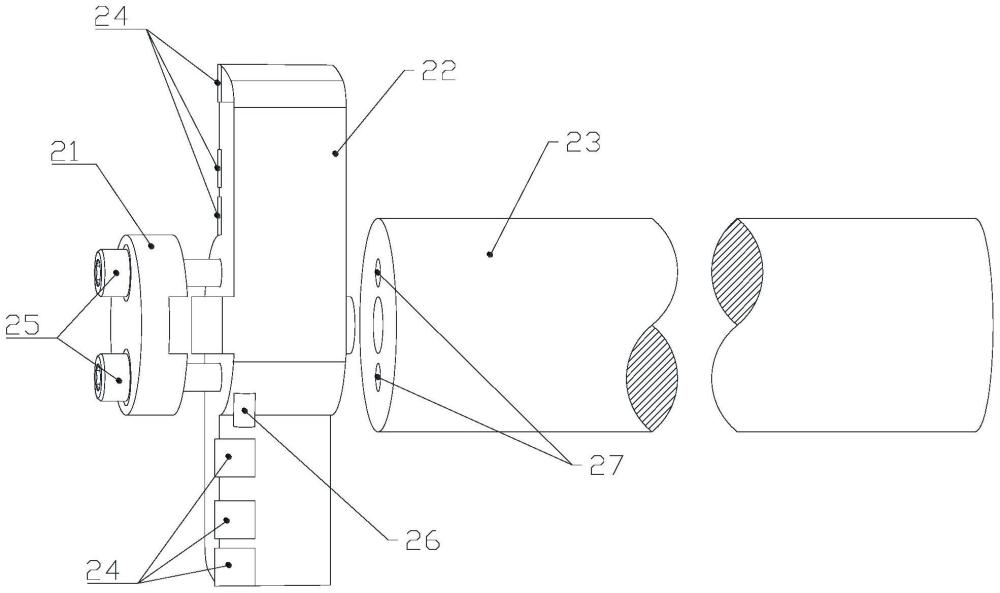
5、圆柱状的扩孔刀头引导段,设置在所述扩孔刀头前进方向的前端;
6、刀杆,设置在所述扩孔刀头背离前进方向的后端;
7、所述扩孔刀头引导段、所述扩孔刀头和所述刀杆同轴设置;
8、所述零件毛坯上开设有与所述零件毛坯同轴设置的引导孔,所述扩孔刀头引导段能插设在所述引导孔内,所述扩孔刀头引导段插设在所述引导孔内时所述扩孔加工刀具能相对所述零件毛坯旋转并对所述零件毛坯的端面进行切割。
9、可选的,所述扩孔刀头包括至少两个切割刃安装部,所有所述切割刃安装部关于所述扩孔刀头的轴心呈中心对称设置;所述切割刃安装部上安装有所述切割刀。
10、可选的,所述扩孔刀头还包括圆柱状的基体,所述切割刃安装部的第一端连接在所述基体上,所述切割刃安装部的第二端远离所述基体,所述第一端和所述第二端之间设置有所述切割刀;每个所述切割刃安装部上的所述切割刀的数量为至少两个,相邻所述切割刀之间保持有间隙。
11、可选的,所有所述切割刃安装部上的所述切割刀的切割轨迹能覆盖所述零件毛坯的整个端面。
12、可选的,同一个所述切割刃安装部上的所有所述切割刀的刀刃在同一条直线上,并且所述切割刀的刀刃所在的直线穿过所述扩孔刀头的轴心。
13、可选的,所述扩孔刀头引导段、所述扩孔刀头和所述刀杆通过连接件组装,所述扩孔刀头引导段、所述扩孔刀头和所述刀杆均设置有多个不同型号尺寸,任一型号尺寸的所述扩孔刀头引导段、所述扩孔刀头和所述刀杆均可以组装成所述扩孔加工刀具。
14、可选的,所述扩孔刀头引导段、所述扩孔刀头和所述刀杆通过所述连接件可拆卸连接;
15、所述连接件依次穿过所述扩孔刀头引导段、所述扩孔刀头和所述刀杆并将三者固定连接;所述连接件的轴线与所述扩孔刀头引导段、所述扩孔刀头、和所述刀杆的轴线平行设置。
16、可选的,所述扩孔刀头引导段上设置有键槽,所述扩孔刀头上设置有台阶,所述台阶能插入所述键槽并限制所述扩孔刀头引导段相对所述扩孔刀头的周向转动。
17、可选的,所述扩孔刀头上设置有能向所述切割刃安装部喷淋冷却液的冷却模块,所述刀杆内设置有与所述冷却模块相连通的冷却液通道。
18、可选的,所述冷却模块的喷淋方向可改变。
19、本申请提供的扩孔加工刀具,通过在扩孔刀头前进方向的前端加设了一个扩孔刀头引导段,扩孔刀头引导段可以被导入零件毛坯的引导孔中,这样,切削力可以由扩孔刀头引导段承受并传导至零件毛坯的引导孔内壁,这种切削力承载方式的支撑刚度更好,是刀杆自身刚度承载力的数倍,这样在刀杆刚度承受力不改变的前提下,就可以提高切削速度、进给量、切削深度以及加工效率。
技术特征:
1.一种扩孔加工刀具,用于零件毛坯的扩孔加工,其特征在于,包括:
2.根据权利要求1所述的扩孔加工刀具,其特征在于,所述扩孔刀头包括至少两个切割刃安装部,所有所述切割刃安装部关于所述扩孔刀头的轴心呈中心对称设置;所述切割刃安装部上安装有所述切割刀。
3.根据权利要求2所述的扩孔加工刀具,其特征在于,所述扩孔刀头还包括圆柱状的基体,所述切割刃安装部的第一端连接在所述基体上,所述切割刃安装部的第二端远离所述基体,所述第一端和所述第二端之间设置有所述切割刀;每个所述切割刃安装部上的所述切割刀的数量为至少两个,相邻所述切割刀之间保持有间隙。
4.根据权利要求3所述的扩孔加工刀具,其特征在于,所有所述切割刃安装部上的所述切割刀的切割轨迹能覆盖所述零件毛坯的整个端面。
5.根据权利要求2所述的扩孔加工刀具,其特征在于,同一个所述切割刃安装部上的所有所述切割刀的刀刃在同一条直线上,并且所述切割刀的刀刃所在的直线穿过所述扩孔刀头的轴心。
6.根据权利要求1所述的扩孔加工刀具,其特征在于,所述扩孔刀头引导段、所述扩孔刀头和所述刀杆通过连接件组装,所述扩孔刀头引导段、所述扩孔刀头和所述刀杆均设置有多个不同型号尺寸,任一型号尺寸的所述扩孔刀头引导段、所述扩孔刀头和所述刀杆均可以组装成所述扩孔加工刀具。
7.根据权利要求6所述的扩孔加工刀具,其特征在于,所述扩孔刀头引导段、所述扩孔刀头和所述刀杆通过所述连接件可拆卸连接;
8.根据权利要求1所述的扩孔加工刀具,其特征在于,所述扩孔刀头引导段上设置有键槽,所述扩孔刀头上设置有台阶,所述台阶能插入所述键槽并限制所述扩孔刀头引导段相对所述扩孔刀头的周向转动。
9.根据权利要求2所述的扩孔加工刀具,其特征在于,所述扩孔刀头上设置有能向所述切割刃安装部喷淋冷却液的冷却模块,所述刀杆内设置有与所述冷却模块相连通的冷却液通道。
10.根据权利要求9所述的扩孔加工刀具,其特征在于,所述冷却模块的喷淋方向可改变。
技术总结
本申请提供了一种扩孔加工刀具,用于车床加工工艺技术领域,具体为一种扩孔加工刀具,包括安装有切割刀的扩孔刀头、设置在扩孔刀头前进方向前端的扩孔刀头引导段和设置在扩孔刀头背离前进方向后端的刀杆;扩孔刀头引导段、扩孔刀头和刀杆同轴设置;扩孔刀头引导段能插设在零件毛坯上开设的引导孔内,扩孔刀头引导段插设在引导孔内时扩孔加工刀具能相对零件毛坯旋转并对零件毛坯的端面进行切割。上述扩孔加工刀具通过在扩孔刀头前进方向前端加设了扩孔刀头引导段,这样,扩孔作业时切削力可由扩孔刀头引导段承受并传导至零件毛坯的引导孔内壁,这种切削力承载方式的支撑刚度更好,是扩孔刀杆自身刚度承载力的数倍。
技术研发人员:李昌全
受保护的技术使用者:势加透博(成都)科技有限公司
技术研发日:20230811
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!