一种机械弧压跟踪管道自动焊接装置的制作方法
本技术属于焊接领域,具体涉及一种机械弧压跟踪管道自动焊接装置。
背景技术:
1、目前,小管焊接通常采用组对专用夹具将小管组对后进行焊接,在人工组对后采用手工焊接或者自动焊接。人工焊接过程对操作者经验要求较高容易出现焊接效率与质量不稳定,而现有自动焊接装置体积较大且对组对精度要求很高,不适用于小管焊接作业。在人工焊接过程中,保持钨极与管道弧形焊缝间的距离与角度是主要的难点,而自动焊接装置中弧压跟踪与反馈系统占据了较大的体积,导致设备昂贵笨重,一般仅用于大型管道焊接。因此,提供一种结构简单、操作便捷的自动焊接装置,对于提高小管焊接效率与质量具有很高的实用价值。
技术实现思路
1、本实用新型的目的在于提供一种机械弧压跟踪管道自动焊接装置,简化小口径管道的焊接作业流程。
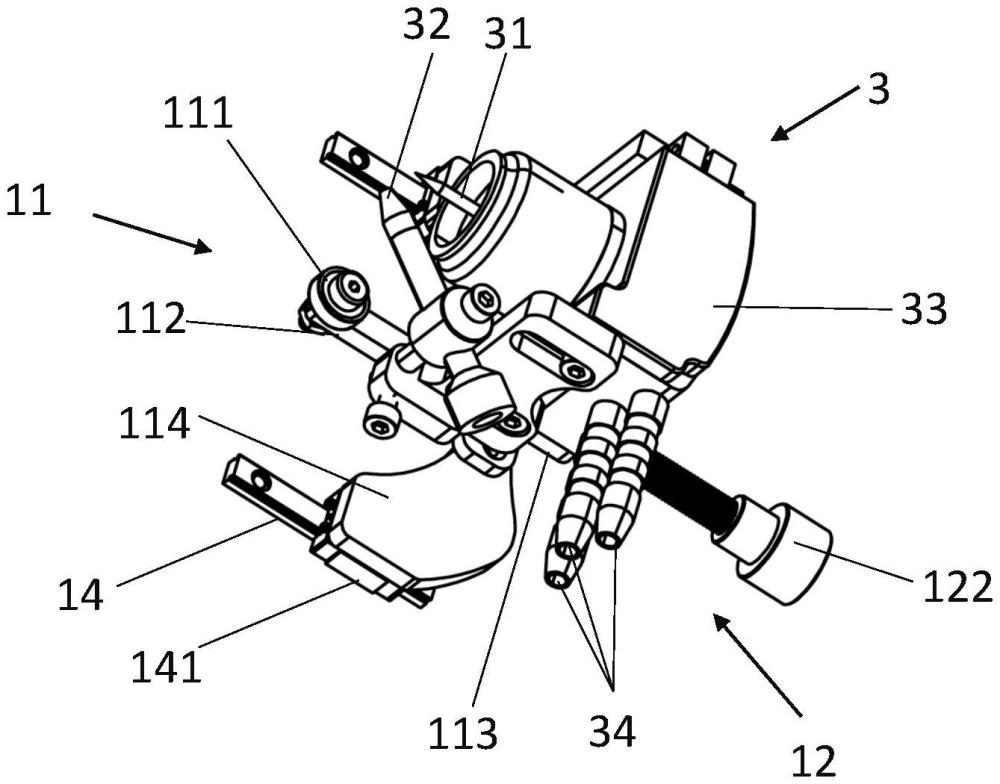
2、根据本实用新型的实施例,提供过一种机械弧压跟踪管道自动焊接装置,该装置包括焊枪和管道夹具,还包括机械弧压跟踪组件,所述焊枪安装在所述机械弧压跟踪组件上;所述机械弧压跟踪组件包括定位组件和加压组件;所述定位组件包括滚轴和连接件,所述连接件将所述滚轴与所述焊枪连接在一起,使所述滚轴与所述焊枪的端部的相对位置固定;所述滚轴用于沿待焊接的管道表面滚动以使所述焊枪端部与待焊接的管道表面的距离与角度保持不变;所述加压组件对所述定位组件施加压力,使所述滚轴与待焊接的管道表面保持压紧状态。
3、该装置通过机械弧压跟踪组件能够实现焊接过程中焊枪端部与待焊接的管道保持固定的距离与角度,省略了常规自动焊接设备中复杂的传感与反馈系统,结构简单,成本低,操作方便,体积小巧,能够有效简化小口径管道的焊接作业流程。
4、进一步地,在部分实施例中,所述机械弧压跟踪组件还包括旋转驱动机构,所述旋转驱动机构包括安装板和驱动器,所述安装板相对待焊接的管道固定安装,所述驱动器驱动所述安装板绕待焊接的管道周向旋转,所述定位组件与所述加压组件安装在所述安装板上。旋转驱动机构能够带动焊枪绕待焊接的管道转动,提高控制精度,减少人工劳动。
5、进一步地,在部分实施例中,所述驱动器配置为驱动电机和开口齿轮。
6、进一步地,在部分实施例中,该装置还包括基板,所述管道夹具包括第一管道夹具和第二管道夹具,所述第一管道夹具与第二管道夹具分别安装在所述基板上,所述第一管道夹具与所述第二管道夹具的夹持轴线相互平行;所述第一管道夹具包括夹持件和运动装置,所述运动装置容许所述夹持件相对所述基板平动;所述第二管道夹具包括卡爪和转动装置,所述转动装置容许所述卡爪绕所述第二管道夹具的所述夹持轴线周向转动。第一管道夹具和第二管道夹具能够用来实现管道组对,简化了操作流程,降低了对作业人员的经验和技术要求,降低作业过程的劳动负荷。
7、进一步地,在部分实施例中,所述运动装置包括设置在所述基板表面的滑轨和能够沿所述基板法向移动的升降装置。
8、进一步地,在部分实施例中,该装置还包括扫描装置,所述扫描装置固定安装于所述连接件,所述扫描装置用于扫描待焊接的管道表面。扫描装置能够扫描并测定管口对接位置的错边量,辅助提高焊接质量。
9、进一步地,在部分实施例中,所述扫描装置配置为激光扫描器。激光扫描器体积小,操作简单,精度高。
10、进一步地,在部分实施例中,该装置还包括控制器;所述管道夹具配置为可动的电控管道夹具;所述机械弧压跟踪组件还包括旋转驱动机构,所述旋转驱动机构包括安装板、驱动器和旋转板,所述安装板相对待焊接的管道固定安装,所述驱动器驱动所述旋转板绕待焊接的管道周向旋转,所述定位组件与所述加压组件固定安装在所述旋转板上。所述控制器与所述管道夹具、所述焊枪、所述机械弧压跟踪组件和所述扫描装置信号连接,所述控制器能够根据所述扫描装置的扫描信号控制所述管道夹具调节待焊接管道的相对位置,并控制所述焊枪和所述机械弧压跟踪组件执行焊接作业。控制装置能够提高焊接作业的自动化水平,减少人工参与。
11、进一步地,在部分实施例中,所述加压组件包括支架和弹簧,所述弹簧一端抵接于所述支架,另一端对所述定位组件施加压力。
12、进一步地,所述机械弧压跟踪组件还包括导轨,所述导轨对所述定位组件提供限位,以限制所述定位组件沿所述导轨的延伸方向移动。导轨限制定位组件的运动方向,有助于提高焊接精度。
技术特征:
1.一种机械弧压跟踪管道自动焊接装置,包括焊枪和管道夹具,其特征在于,还包括机械弧压跟踪组件,所述焊枪安装在所述机械弧压跟踪组件上;
2.根据权利要求1所述的机械弧压跟踪管道自动焊接装置,其特征在于,所述机械弧压跟踪组件还包括旋转驱动机构,所述旋转驱动机构包括安装板和驱动器,所述安装板相对待焊接的管道固定安装,所述驱动器驱动所述安装板绕待焊接的管道周向旋转,所述定位组件与所述加压组件安装在所述安装板上。
3.根据权利要求2所述的机械弧压跟踪管道自动焊接装置,其特征在于,所述驱动器配置为驱动电机和开口齿轮。
4.根据权利要求1或2所述的机械弧压跟踪管道自动焊接装置,其特征在于,还包括基板,所述管道夹具包括第一管道夹具和第二管道夹具,所述第一管道夹具与第二管道夹具分别安装在所述基板上,所述第一管道夹具与所述第二管道夹具的夹持轴线相互平行;所述第一管道夹具包括夹持件和运动装置,所述运动装置容许所述夹持件相对所述基板平动;所述第二管道夹具包括卡爪和转动装置,所述转动装置容许所述卡爪绕所述第二管道夹具的所述夹持轴线周向转动。
5.根据权利要求4所述的机械弧压跟踪管道自动焊接装置,其特征在于,所述运动装置包括设置在所述基板表面的滑轨和能够沿所述基板法向移动的升降装置。
6.根据权利要求1或2所述的机械弧压跟踪管道自动焊接装置,其特征在于,还包括扫描装置,所述扫描装置固定安装于所述连接件,所述扫描装置用于扫描待焊接的管道表面。
7.根据权利要求6所述的机械弧压跟踪管道自动焊接装置,其特征在于,所述扫描装置配置为激光扫描器。
8.根据权利要求6所述的机械弧压跟踪管道自动焊接装置,其特征在于,
9.根据权利要求1或2所述的机械弧压跟踪管道自动焊接装置,其特征在于,所述加压组件包括支架和弹簧,所述弹簧一端抵接于所述支架,另一端对所述定位组件施加压力。
10.根据权利要求1或2所述的机械弧压跟踪管道自动焊接装置,其特征在于,所述机械弧压跟踪组件还包括导轨,所述导轨对所述定位组件提供限位,以限制所述定位组件沿所述导轨的延伸方向移动。
技术总结
一种机械弧压跟踪管道自动焊接装置,包括焊枪和管道夹具,还包括机械弧压跟踪组件,焊枪安装在机械弧压跟踪组件上。机械弧压跟踪组件包括定位组件和加压组件,定位组件包括滚轴,滚轴通过连接件与焊枪固定连接相对位置保持固定,滚轮沿待焊接的管道表面滚动使焊枪端部与管道表面的距离及角度保持不变。加压组件对定位组件施加压力,以使定位组件在管道表面压紧。该装置结构简单,操作方便,能够有效提高小管焊接的效率与质量。
技术研发人员:曾惠瑞,丁超,陈韵桐,赵飞,邱元华,李根
受保护的技术使用者:中国核工业第五建设有限公司
技术研发日:20230817
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!