一种直线导轨滑块的端面孔加工机床的制作方法
本技术涉及机床设备,特别是指尤其涉及一种直线导轨滑块的端面孔加工机床。
背景技术:
1、滚动直线导轨副由于其大承载高速度、低磨损、可靠性及标准化等优良特性,已经越来越多的被数控机械、自动化生产线等领域,装配于直线导轨上的运动部件--滑块(直线导轨滑块)年需量达数万块。
2、结合图1至图3,直线导轨滑块h具有贯穿直线导轨滑块h的四个钢球通孔1、滑块定位槽2和滑块端盖固定螺栓孔3。由于钢球通孔1加工在目前的技术上是不能一次钻透的,若一次钻透,钻出的钢球通孔1位置无法保证,只能从两端对打钻孔。
3、现有技术中直线导轨滑块h的加工需采用多道工序加工而成,其中直线导轨滑块h两端面上的钢球通孔1、两端盖固定螺纹孔3的加工目前是在立式加工中心上钻孔、攻丝。
4、具体工艺是:采用立式加工,在立加上安装有四轴回转台,上面成排装夹若干块直线导轨滑块h,具体每块直线导轨滑块h的加工过程为:→→钻深度一半略多的每块直线导轨滑块h的钢球通过孔1→→换锪孔钻→→锪滑块定位槽2→→换钻头→→钻滑块端盖固定螺栓孔3→→换丝锥→→攻滑块端盖固定螺栓孔3的螺纹。
5、将工装上的所有直线导轨滑块h加工完毕,然后4轴回转180°再加工直线导轨滑块h的另一端面:→→打通每块直线导轨滑块h的钢球通过孔1→→换锪孔钻→→锪滑块定位槽2→→换钻头→→钻滑块端盖固定螺栓孔3→→换丝锥→→攻滑块端盖固定螺栓孔3的螺纹。
6、现有技术中,直线导轨滑块h两个端面的加工程序还需走两个循环,尽管每换一次刀具会把每个滑块的同样工艺的孔加工完,加工时间长,效率低。
7、因直线导轨滑块h的钢球通孔1是贯穿直线导轨滑块h的通孔,现有技术加工是靠4轴180°回转、两面对打的,加工出来的钢球通孔1对接处有跳台现象,同轴度不高,而且设备频繁换刀,加工效率不高。
技术实现思路
1、本实用新型提供了一种直线导轨滑块的端面孔加工机床,以解决直线导轨滑块加工时间长,效率低的技术问题。
2、本实用新型提供的技术方案如下:
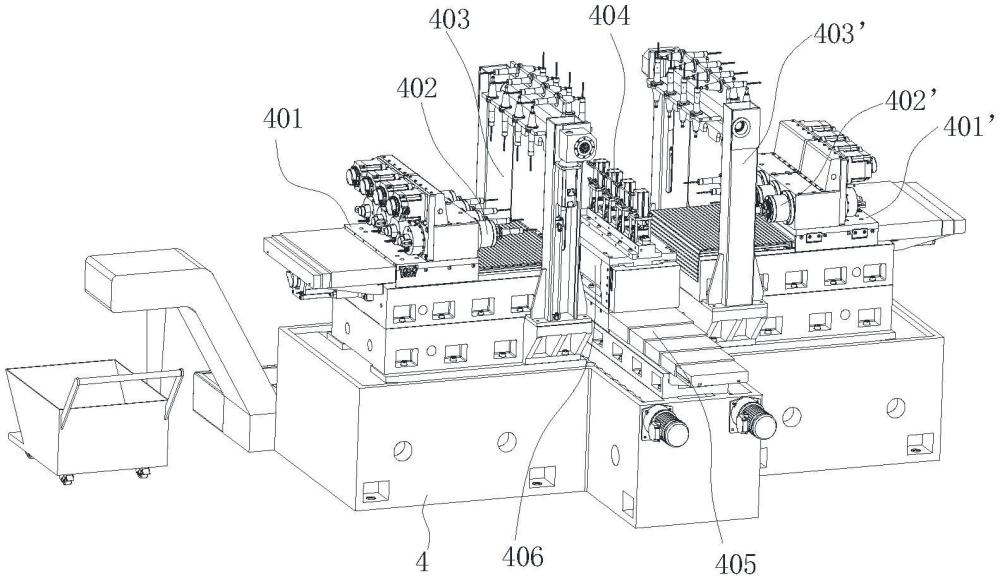
3、本实用新型提供一种直线导轨滑块的端面孔加工机床,所述加工机床包括机床床身;
4、在所述机床床身上安装第一进给滑台和第二进给滑台,所述第一进给滑台和所述第二进给滑台之间安装工装夹具;
5、其中,所述第一进给滑台上阵列多个第一动力头组,所述第二进给滑台上阵列多个第二动力头组,多个所述第一动力头组和多个所述第二动力头组一一对应;
6、所述工装夹具,用于安装多个直线导轨滑块,并且所述工装夹具被配置为:沿第一方向往复运动,以及沿第二方向往复运动,其中,所述第一方向垂直于所述第二方向。
7、在一个较佳的实施例中,多个所述第一动力头组上以可拆卸的方式安装刀具,用于对直线导轨滑块的一个端面加工;
8、多个所述第二动力头组上以可拆卸的方式安装刀具,用于对直线导轨滑块的另一个端面加工。
9、在一个较佳的实施例中,所述机床床身上安装纵移滑台,所述纵移滑台被配置为沿第一方向往复运动;
10、所述纵移滑台上安装升降工作台,所述升降工作台被配置为沿第二方向往复运动;
11、所述升降工作台上固定所述工装夹具。
12、在一个较佳的实施例中,所述工装夹具包括夹具底板、多个侧压ok夹和多个上压油缸;
13、所述夹具底板固定在所述升降工作台上,所述侧压ok夹安装在所述夹具底板上,用于从侧面将直线导轨滑块夹紧;
14、所述上压油缸安装在所述夹具底板上,用于从正上方将直线导轨滑块压紧。
15、在一个较佳的实施例中,所述机床床身上还固定第一刀具库和第二刀具库;
16、所述第一刀具库上设置有多组刀具,用于对多个所述第一动力头组进行换刀;所述第二刀具库上设置有多组刀具,用于对多个所述第二动力头组进行换刀。
17、在一个较佳的实施例中,所述第一刀具库和所述第二刀具库采用排刀式刀库。
18、本实用新型上述技术方案,与现有技术相比至少具有如下有益效果:
19、本实用新型提供一种直线导轨滑块的端面孔加工机床,从直线导轨滑块的两端同时对直线导轨滑块的两个端面进行打孔加工,有效解决直线导轨滑块的钢球通孔不同心、跳台的问题,使得钢球的内循环顺畅、噪音低,显著提升加工效率,有效解决直线导轨滑块加工时间长,效率低的问题。
20、本实用新型提供一种直线导轨滑块的端面孔加工机床,采用两侧动力头组对钻工艺,消除现有立加钻孔回转带来的球道孔跳台、错位问题,提高了产品精度。由于采用多把刀具同时加工工艺,生产效率极大提高,降低成本费用,采用数控系统控制,自动化换刀操作,节省人力,降低劳动强度,采用自动上下料装置,便于实现自动化。
技术特征:
1.一种直线导轨滑块的端面孔加工机床,其特征在于,所述加工机床包括机床床身;
2.根据权利要求1所述的机床,其特征在于,多个所述第一动力头组上以可拆卸的方式安装刀具,用于对直线导轨滑块的一个端面加工;
3.根据权利要求1所述的机床,其特征在于,所述机床床身上安装纵移滑台,所述纵移滑台被配置为沿第一方向往复运动;
4.根据权利要求3所述的机床,其特征在于,所述工装夹具包括夹具底板、多个侧压ok夹和多个上压油缸;
5.根据权利要求1所述的机床,其特征在于,所述机床床身上还固定第一刀具库和第二刀具库;
6.根据权利要求5所述的机床,其特征在于,所述第一刀具库和所述第二刀具库采用排刀式刀库。
技术总结
本技术提供一种直线导轨滑块的端面孔加工机床,包括机床床身;在机床床身上安装第一进给滑台和第二进给滑台,第一进给滑台和第二进给滑台之间安装工装夹具;第一进给滑台上阵列多个第一动力头组,第二进给滑台上阵列多个第二动力头组,多个第一动力头组和多个第二动力头组一一对应;工装夹具,用于安装多个直线导轨滑块,并且工装夹具被配置为:沿第一方向往复运动,以及沿第二方向往复运动,其中,第一方向垂直于第二方向。本技术从直线导轨滑块的两端同时对直线导轨滑块的两个端面进行打孔加工,有效解决直线导轨滑块加工时间长,效率低的问题。
技术研发人员:郭好强,马会民,吴佳帆,郭莛锐
受保护的技术使用者:安阳豫德机械有限公司
技术研发日:20230818
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!