一种换热管与集合管焊接的自动焊枪连接及保护工装的制作方法
本技术涉及焊接领域,尤其涉及一种换热管与集合管焊接的自动焊枪连接及保护工装。
背景技术:
1、目前常见的换热管和集合管焊接方式有两种,一种为集合管开孔,开孔直径大于换热管外径3-4mm,并打磨45°±5°的坡口,将换热管插入集合管开孔,端部和集合管内壁平齐,采用手工氩弧焊焊接,首先角焊缝的焊接强度不如对接焊缝,其次对焊工技能水平要求较高,需要焊工在打底焊接时实现单面焊双面成型,且对于直径较小的集合管,内部焊缝质量检查困难;另一种为集合管开孔,上面焊接鞍放式管台,集合管开孔直径和管台内径一致,先将集合管和管台焊接完成,从管台上口检查角焊缝内部质量,保证焊缝内部合格,然后将换热管和管台组对,可采用手工或自动氩弧焊焊接,采用管台连接换热管和集合管,虽然管台和集合管角焊缝内部从管台上口可检查和处理,但也要求高技能水平焊工焊接,尽可能减少内部打磨工作,另采用管台连接将多焊接一个焊缝。
技术实现思路
1、为了解决目前集合管与换热管焊接时,要求技能高且焊接并不方便的技术问题,本实用新型提出一种换热管与集合管焊接的自动焊枪连接及保护工装,包括:
2、换热管、集合管和保护工装;
3、所述换热管和集合管之间的连接焊缝形式采用集合管拔口;
4、所述保护工装连接在密封式管管焊枪外壳,用以焊接换热管与集合管之间连接的焊缝。
5、进一步地,所述换热管采用蛇形换热管结构。
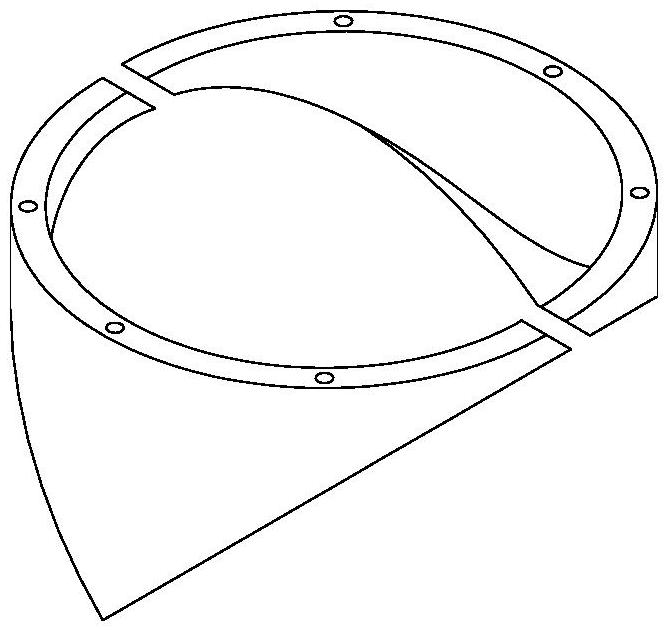
6、进一步地,所述保护工装由两个相同的half式壳体组成,两个half式壳体和密封式管管焊枪外壳连接紧固。
7、进一步地,所述half式壳体一侧的端面为平面,另一侧为贴合集合管曲面的相贯线形状结构;所述曲面的相贯线形状结构与集合管严密贴合。
8、所述端面加工有6个螺纹孔,同时对密封式管管焊枪一侧壳体对应位置开设对应尺寸的孔,通过螺钉将两个half式壳体与密封式管管焊枪外壳紧固连接。
9、本实用新型提供的有益效果是:使用连接该工装的管管密封焊枪焊接换热管和集合管的拔口对接焊缝,能更方便固定并定位焊缝,且在内部形成密闭式的空间,使焊缝正面和背面都得到更好的氩气保护氛围。相比较现有技术,本发明通过改变接头形式,设计工装以自动焊替代手工焊,降低劳动强度,避免手工焊接过程中焊工人为因素的不可控性,保证焊接过程稳定性,并对焊缝起到有效的保护作用,从而得到内外成型美观,强度性能良好的对接接头焊缝。
技术特征:
1.一种换热管与集合管焊接的自动焊枪连接及保护工装,其特征在于:包括:换热管、集合管和保护工装;
2.如权利要求1所述的一种换热管与集合管焊接的自动焊枪连接及保护工装,其特征在于:所述换热管采用蛇形换热管结构。
3.如权利要求1所述的一种换热管与集合管焊接的自动焊枪连接及保护工装,其特征在于:所述保护工装由两个相同的half式壳体组成,两个half式壳体和密封式管管焊枪外壳连接紧固。
4.如权利要求3所述的一种换热管与集合管焊接的自动焊枪连接及保护工装,其特征在于:所述half式壳体一侧的端面为平面,另一侧为贴合集合管曲面的相贯线形状结构;所述曲面的相贯线形状结构与集合管严密贴合。
5.如权利要求4所述的一种换热管与集合管焊接的自动焊枪连接及保护工装,其特征在于:所述端面加工有多个螺纹孔,同时对密封式管管焊枪一侧壳体对应位置开设对应尺寸的孔,通过螺钉将两个half式壳体与密封式管管焊枪外壳紧固连接。
技术总结
本技术公开了一种换热管与集合管焊接的自动焊枪连接及保护工装,包括:换热管、集合管和保护工装;所述换热管和集合管之间的连接焊缝形式采用集合管拔口;所述保护工装连接在密封式管管焊枪外壳,用以焊接换热管与集合管之间连接的焊缝。本技术能更方便固定并定位焊缝,且在内部形成密闭式的空间,使焊缝正面和背面都得到更好的氩气保护氛围。相比较现有技术,本发明通过改变接头形式,设计工装以自动焊替代手工焊,降低劳动强度,避免手工焊接过程中焊工人为因素的不可控性,保证焊接过程稳定性,并对焊缝起到有效的保护作用,从而得到内外成型美观,强度性能良好的对接接头焊缝。
技术研发人员:方沛军,宣锋,冯志刚,宋四兵
受保护的技术使用者:上海氢枫能源技术有限公司
技术研发日:20230818
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!