一种板单元焊接用无码压紧工装的制作方法
本技术涉及焊接工件固定工装,尤其涉及一种板单元焊接用无码压紧工装。
背景技术:
1、随着桥梁工程的发展,对钢桥外表面质量要求逐步提高,要求钢桥板单元在生产过程中少用乃至不用码板;同时,随着钢桥自动化焊接水平逐步提高,焊接所使用的设备集成化程度升高,其空间占用情况明显增加,因此板单元焊接时,其各类工装的设计受到了空间限制。
2、相关技术中,钢桥板单元在焊接过程中,需采用压紧装置将其压紧在反变形胎架上,进而减少焊后火工矫正。传统钢桥板单元生产过程中的无码压紧工装,结构较大,且多安装于施工平台的侧向,且在高度方向上伸出较多,例如,公开号为cn216462632u的实用新型专利公开了一种板单元反变形焊接胎位装拆机,包括胎架和用于对板单元压持的反变形预压紧机构,反变形预压紧机构整体布置在胎架的上方,反变形预压紧机构包括安全反钩和反变形液压缸,在使用时,将板单元放置在胎架上,驱动液压油缸对板单元进行压持,该反变形预压紧机构整体结构体积较大,高度方向上伸出太多。
3、针对上述相关技术,当采用传统二氧焊接小车焊接时,由于小车占用空间小,可在空间内绕过相关工装,但当门式焊接为多头同时作业,焊枪与现有的工装干涉,若停弧绕开,则势必影响作业效率,因此需设计一种新型无码压紧工装。
技术实现思路
1、本实用新型的目的在于提供一种板单元焊接用无码压紧工装,压紧工装中用于对板单元压持的压紧机构的结构简单,该结构体积较小,不会在高度方向上伸出过多,在焊接单元板的过程中,焊枪不易和该压紧工装出现干涉,能够保证焊接效率。
2、为了实现上述实用新型目的,本实用新型采用技术方案具体为:一种板单元焊接用无码压紧工装,包括对板单元支撑的支撑台、多个对板单元进行压持的压紧机构,所述压紧机构包括压紧板和楔形块,所述压紧板卡接在所述支撑台上,所述压紧板的顶部高于所述支撑台顶部,所述楔形块卡接在所述压紧板和所述支撑台之间。
3、本实用新型在实际使用时:当对板单元进行固定时,将板单元放置在支撑台上,将压紧板卡接在支撑台上,将楔形块放置在板单元和压紧板之间,工作人员推动楔形块,直至楔形块抵紧在压紧板和板单元之间,通过多组压紧机构对板单元的两端进行压持固定,由于楔形块自身的厚度是渐变的,因此能够适用于不同厚度板单元的固定,之后将压紧工装和板单元移动至焊接装置上,焊接装置的多个焊枪对板单元进行焊接。该种压紧机构结构简单,结构体积较小,不会在高度方向上伸出过多,在焊接单元板的过程中,焊枪不易和该压紧工装出现干涉,能够保证焊接效率。
4、进一步地,所述支撑台包括多个支撑组件和多个连接型材,所述支撑组件和所述连接型材依次交错连接,任一所述支撑组件的两端分别卡接设置有所述压紧机构。
5、进一步地,所述支撑组件包括支撑横梁、卡接机构和多个弧形支撑板,所述卡接机构设置在所述支撑横梁内部,所述压紧板卡接在所述卡接机构上,多个所述弧形支撑板并排固定在所述支撑横梁顶部。
6、进一步地,所述支撑横梁的顶部开设有卡接口,所述卡接机构包括多个横梁加筋,多个所述横梁加筋分别固定在所述支撑横梁的内壁,多个所述横梁加筋分布在所述卡接口的两侧,所述压紧板穿过所述卡接口,所述压紧板卡接在所述支撑横梁内部顶壁和所述横梁加筋之间。
7、进一步地,所述压紧板包括压持部、连接部和卡接部,所述压持部和所述卡接部分别固定在所述连接部的两端,所述压持部沿所述连接部的两侧延伸设置,所述楔形块卡接在所述压持部的底面和所述支撑台之间,所述卡接部沿所述连接部的两侧延伸设置,所述卡接部的上下两侧分别和所述支撑横梁内部顶壁和所述横梁加筋抵紧设置。
8、进一步地,卡接机构还包括多个分隔挡板,多个所述分隔挡板呈对称设置在所述卡接口的两侧,所述分隔挡板的两侧分别和所述支撑横梁内部顶壁和所述横梁加筋固定连接,位于同一所述横梁加筋上的多个所述分隔挡板等间距设置。
9、进一步地,所述支撑横梁的两端设置有横梁端部封板,所述横梁端部封板和所述横梁加筋固定连接。
10、进一步地,所述压持部的底面为压持斜面,所述压持斜面和所述支撑横梁的顶面倾斜设置,所述楔形块的顶面和所述压持斜面抵紧设置。
11、与现有技术相比,本实用新型的有益效果为:
12、1、本实用新型对板单元进行固定时,将板单元放置在支撑台上,将压紧板卡接在支撑台上,将楔形块放置在板单元和压紧板之间,工作人员推动楔形块,直至楔形块抵紧在压紧板和板单元之间,通过多组压紧机构对板单元的两端进行压持固定,由于楔形块自身的厚度是渐变的,因此能够适用于不同厚度板单元的固定,之后将压紧工装和板单元移动至焊接装置上进行焊接作业。该种压紧机构结构简单,结构体积较小,不会在高度方向上伸出过多,在焊接单元板的过程中,焊枪不易和该压紧工装出现干涉,能够保证焊接效率。
13、2、本实用新型通过弧形支撑板,在对板单元进行固定时,通过压紧机构对板单元进行压持,使得板单元和弧形支撑板的顶部弧形面贴合,预设了板单元的横向反变形,当对板单元焊接后,能够减少板单元焊后校火量。
14、3、本实用新型卡接机构包括多个横梁加筋,多个横梁加筋分别固定在支撑横梁的内壁,当对压紧板进行安装时,将压紧板由卡接口穿入支撑横梁内部,通过转动压紧板,使得压紧板的卡接部卡接在支撑横梁内部顶壁和横梁加筋之间,安装方式简单,易于拆装。
15、4、本实用新型卡接机构还包括多个分隔挡板,分隔挡板的两侧分别和支撑横梁内部顶壁和横梁加筋固定连接,且位于同一横梁加筋上的多个分隔挡板等间距设置,压紧板位于相邻分隔挡板之间,分隔挡板限制压紧板在自由状态时的活动空间。
技术特征:
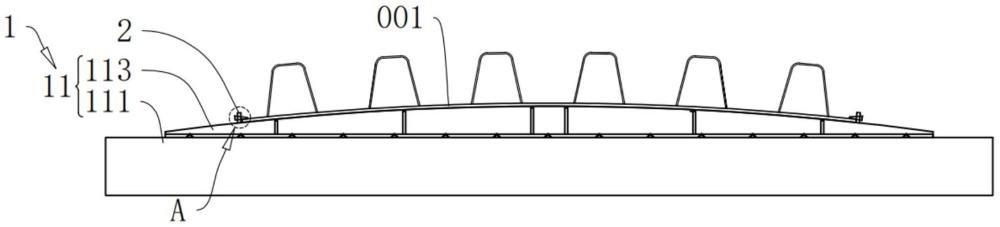
1.一种板单元焊接用无码压紧工装,其特征在于,包括对板单元(001)支撑的支撑台(1)、多个对板单元(001)进行压持的压紧机构(2),所述压紧机构(2)包括压紧板(21)和楔形块(22),所述压紧板(21)卡接在所述支撑台(1)上,所述压紧板(21)的顶部高于所述支撑台(1)顶部,所述楔形块(22)卡接在所述压紧板(21)和所述支撑台(1)之间。
2.根据权利要求1所述的一种板单元焊接用无码压紧工装,其特征在于,所述支撑台(1)包括多个支撑组件(11)和多个连接型材(12),所述支撑组件(11)和所述连接型材(12)依次交错连接,任一所述支撑组件(11)的两端分别卡接设置有所述压紧机构(2)。
3.根据权利要求2所述的一种板单元焊接用无码压紧工装,其特征在于,所述支撑组件(11)包括支撑横梁(111)、卡接机构(112)和多个弧形支撑板(113),所述卡接机构(112)设置在所述支撑横梁(111)内部,所述压紧板(21)卡接在所述卡接机构(112)上,多个所述弧形支撑板(113)并排固定在所述支撑横梁(111)顶部。
4.根据权利要求3所述的一种板单元焊接用无码压紧工装,其特征在于,所述支撑横梁(111)的顶部开设有卡接口(3),所述卡接机构(112)包括多个横梁加筋(1121),多个所述横梁加筋(1121)分别固定在所述支撑横梁(111)的内壁,多个所述横梁加筋(1121)分布在所述卡接口(3)的两侧,所述压紧板(21)穿过所述卡接口(3),所述压紧板(21)卡接在所述支撑横梁(111)内部顶壁和所述横梁加筋(1121)之间。
5.根据权利要求4所述的一种板单元焊接用无码压紧工装,其特征在于,所述压紧板(21)包括压持部(211)、连接部(212)和卡接部(213),所述压持部(211)和所述卡接部(213)分别固定在所述连接部(212)的两端,所述压持部(211)沿所述连接部(212)的两侧延伸设置,所述楔形块(22)卡接在所述压持部(211)的底面和所述支撑台(1)之间,所述卡接部(213)沿所述连接部(212)的两侧延伸设置,所述卡接部(213)的上下两侧分别和所述支撑横梁(111)内部顶壁和所述横梁加筋(1121)抵紧设置。
6.根据权利要求4所述的一种板单元焊接用无码压紧工装,其特征在于,卡接机构(112)还包括多个分隔挡板(1122),多个所述分隔挡板(1122)呈对称设置在所述卡接口(3)的两侧,所述分隔挡板(1122)的两侧分别和所述支撑横梁(111)内部顶壁和所述横梁加筋(1121)固定连接,位于同一所述横梁加筋(1121)上的多个所述分隔挡板(1122)等间距设置。
7.根据权利要求4-6任一项所述的一种板单元焊接用无码压紧工装,其特征在于,所述支撑横梁(111)的两端设置有横梁端部封板(4),所述横梁端部封板(4)和所述横梁加筋(1121)固定连接。
8.根据权利要求5所述的一种板单元焊接用无码压紧工装,其特征在于,所述压持部(211)的底面为压持斜面(5),所述压持斜面(5)和所述支撑横梁(111)的顶面倾斜设置,所述楔形块(22)的顶面和所述压持斜面(5)抵紧设置。
技术总结
本技术提供了一种板单元焊接用无码压紧工装,涉及焊接工件固定工装技术领域,解决了焊枪与工装易出现干涉的问题,其技术方案为:包括对板单元支撑的支撑台、多个对板单元进行压持的压紧机构,压紧机构包括压紧板和楔形块,压紧板卡接在支撑台上,压紧板的顶部高于支撑台顶部,楔形块卡接在压紧板和支撑台之间。该种压紧机构结构简单,结构体积较小,不会在高度方向上伸出过多,在焊接单元板的过程中,焊枪不易和该压紧工装出现干涉,能够保证焊接效率。
技术研发人员:叶飞,黄泽银,孙金全,张福义,张赛勇
受保护的技术使用者:南通振华重型装备制造有限公司
技术研发日:20230821
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!