一种车载录像机的半圆外壳成型机的制作方法
本技术涉及成型机的,特别是涉及一种车载录像机的半圆外壳成型机。
背景技术:
1、现有的车载录像机的半圆外壳大多采用冲压模具并配合冲压机构进行冲压成型,经检索公告号为cn219096051u的专利文件中,提供了一种监控设备外壳的成型机器,包括脱模机架、液压台、脱模板和第一电动滑轨,还包括有用于使监控设备外壳成型后防止粘连的防粘黏机构,脱模机架内部下侧安装有第一电动滑轨,第一电动滑轨之间滑动式连接有脱模板,脱模机架中部安装有液压台,液压台内部设有防粘黏机构,但其使用过程中发现,上述外壳制备时需要进行脱模,脱模过程中的时间未进行充分利用,导致壳体难以实现连续性的冲压成型,导致壳体冲压的效率较慢。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种充分利用了车载录像机半圆外壳脱模的时间,实现了车载录像机半圆外壳的连续性冲压成型,提高了其成型效率的车载录像机的半圆外壳成型机。
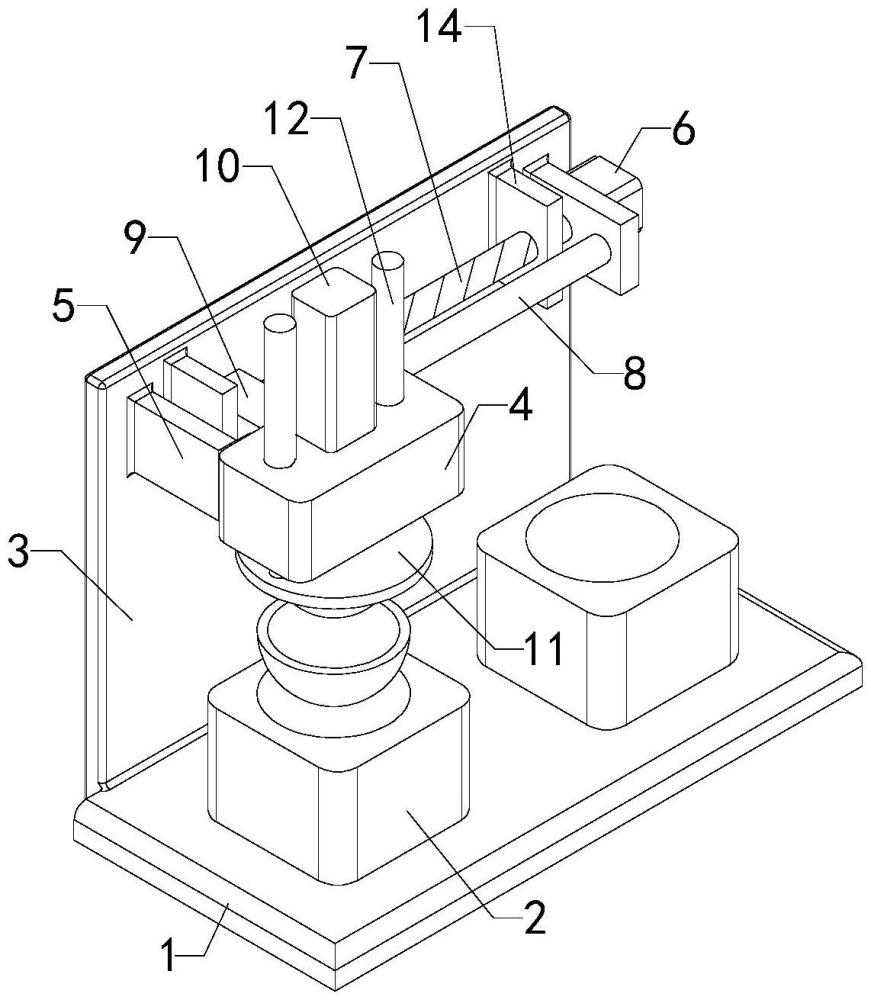
2、本实用新型的一种车载录像机的半圆外壳成型机,包括底座和两组冲压成型模具,两组冲压成型模具分别对称安装在底座顶端的左右两侧,冲压成型模具的顶部设置有半圆形冲压腔,还包括固定板、调节机构、移动块和冲压机构,固定板固定在底座的顶端后侧,调节机构安装在固定板的上部,调节机构用于带动移动块左右移动,并且冲压机构安装在移动块上,冲压机构用于对制备车载录像机的半圆外壳型材进行冲压;将制备车载录像机的半圆外壳型材放置在两组冲压成型模具上,并通过调节机构将移动块移动到左侧,使得冲压机构位于左侧冲压成型模具的上方,并在冲压机构与左侧冲压成型模具的配合使用下,将左侧冲压成型模具上的型材冲压成型,此时通过调节机构将移动块移动到右侧,使得冲压机构位于右侧的冲压成型模具的上方,并在冲压机构与右侧冲压成型模具的配合使用下,将右侧冲压成型模具上的型材冲压成型,并且在右侧冲压成型模具上型材冲压过程中,工作人员可对左侧冲压成型模具上冲压成型的车载录像机的半圆外壳进行脱模,并更换新的型材,如此交替的对左右两侧冲压成型模具上的型材进行冲压,充分利用了车载录像机半圆外壳脱模的时间,实现了车载录像机半圆外壳的连续性冲压成型,提高了车载录像机半圆外壳成型的效率。
3、优选的,调节机构包括两组固定块、电机、往复丝杠、滑杆和滑块,两组固定块分别对称固定在固定板前端上部的左右两侧,电机固定在右侧的固定块上,并且电机的输出端与往复丝杠连接,往复丝杠与两组固定块转动连接,滑杆固定在两组固定块之间,并且滑杆位于往复丝杠的前侧,滑块与往复丝杠螺装连接并与滑杆滑动连接,并且移动块固定在滑块的前端;通过电机带动往复丝杠转动,从而使得滑块在滑杆的配合使用下,带动移动块左右移动,便于快速调节移动块上冲压机构的位置,提高装置的使用便捷性。
4、优选的,冲压机构包括液压缸、升降板、两组收缩杆和半圆形冲压头,液压缸固定在移动块的顶端,液压缸的输出端与升降板连接,并且两组收缩杆分别对称固定在移动块顶端的左右两侧,收缩杆的底端也与升降板连接,并且半圆形冲压头固定在升降板的底端中部;启动液压缸,使得液压缸在收缩杆的配合使用下,带动升降板和半圆形冲压头向下移动,并使得半圆形冲压头在冲压成型模具的配合使用下,将冲压成型模具上的型材冲压成型,为型材的冲压提供动力。
5、优选的,还包括两组限位块,两组限位块分别对称固定在固定板前端上部的左右两侧,并且限位块与往复丝杠转动连接;通过设置限位块,便于对滑块进行限位,便于后续半圆形冲压头左右移动时能够快速定位到冲压成型模具的正上方,进一步提高装置的使用便捷性。
6、优选的,还包括两组加强块,两组加强块分别对称固定在滑块的上下两端,并且两组加强块均与移动块的后端连接;通过设置加强块,加强滑块与移动块连接的强度,提高装置的结构稳定性。
7、优选的,电机为消音电机;通过设置消音电机,减小噪音污染,提高装置的使用效果。
8、优选的,往复丝杠上涂有润滑油;通过涂抹润滑油,减小往复丝杠与滑块之间的摩擦损耗,提高装置的使用寿命。
9、与现有技术相比本实用新型的有益效果为:将制备车载录像机的半圆外壳型材放置在两组冲压成型模具上,并通过调节机构将移动块移动到左侧,使得冲压机构位于左侧冲压成型模具的上方,并在冲压机构与左侧冲压成型模具的配合使用下,将左侧冲压成型模具上的型材冲压成型,此时通过调节机构将移动块移动到右侧,使得冲压机构位于右侧的冲压成型模具的上方,并在冲压机构与右侧冲压成型模具的配合使用下,将右侧冲压成型模具上的型材冲压成型,并且在右侧冲压成型模具上型材冲压过程中,工作人员可对左侧冲压成型模具上冲压成型的车载录像机的半圆外壳进行脱模,并更换新的型材,如此交替的对左右两侧冲压成型模具上的型材进行冲压,充分利用了车载录像机半圆外壳脱模的时间,实现了车载录像机半圆外壳的连续性冲压成型,提高了车载录像机半圆外壳成型的效率。
技术特征:
1.一种车载录像机的半圆外壳成型机,包括底座(1)和两组冲压成型模具(2),两组冲压成型模具(2)分别对称安装在底座(1)顶端的左右两侧,冲压成型模具(2)的顶部设置有半圆形冲压腔,其特征在于,还包括固定板(3)、调节机构、移动块(4)和冲压机构,固定板(3)固定在底座(1)的顶端后侧,调节机构安装在固定板(3)的上部,调节机构用于带动移动块(4)左右移动,并且冲压机构安装在移动块(4)上,冲压机构用于对制备车载录像机的半圆外壳型材进行冲压。
2.如权利要求1所述的一种车载录像机的半圆外壳成型机,其特征在于,调节机构包括两组固定块(5)、电机(6)、往复丝杠(7)、滑杆(8)和滑块(9),两组固定块(5)分别对称固定在固定板(3)前端上部的左右两侧,电机(6)固定在右侧的固定块(5)上,并且电机(6)的输出端与往复丝杠(7)连接,往复丝杠(7)与两组固定块(5)转动连接,滑杆(8)固定在两组固定块(5)之间,并且滑杆(8)位于往复丝杠(7)的前侧,滑块(9)与往复丝杠(7)螺装连接并与滑杆(8)滑动连接,并且移动块(4)固定在滑块(9)的前端。
3.如权利要求1所述的一种车载录像机的半圆外壳成型机,其特征在于,冲压机构包括液压缸(10)、升降板(11)、两组收缩杆(12)和半圆形冲压头(13),液压缸(10)固定在移动块(4)的顶端,液压缸(10)的输出端与升降板(11)连接,并且两组收缩杆(12)分别对称固定在移动块(4)顶端的左右两侧,收缩杆(12)的底端也与升降板(11)连接,并且半圆形冲压头(13)固定在升降板(11)的底端中部。
4.如权利要求2所述的一种车载录像机的半圆外壳成型机,其特征在于,还包括两组限位块(14),两组限位块(14)分别对称固定在固定板(3)前端上部的左右两侧,并且限位块(14)与往复丝杠(7)转动连接。
5.如权利要求2所述的一种车载录像机的半圆外壳成型机,其特征在于,还包括两组加强块(15),两组加强块(15)分别对称固定在滑块(9)的上下两端,并且两组加强块(15)均与移动块(4)的后端连接。
6.如权利要求2所述的一种车载录像机的半圆外壳成型机,其特征在于,电机(6)为消音电机。
7.如权利要求2所述的一种车载录像机的半圆外壳成型机,其特征在于,往复丝杠(7)上涂有润滑油。
技术总结
本技术涉及成型机的技术领域,特别是涉及一种车载录像机的半圆外壳成型机,其充分利用了车载录像机半圆外壳脱模的时间,实现了车载录像机半圆外壳的连续性冲压成型,提高了其成型的效率;包括底座和两组冲压成型模具,两组冲压成型模具分别对称安装在底座顶端的左右两侧,冲压成型模具的顶部设置有半圆形冲压腔,还包括固定板、调节机构、移动块和冲压机构,固定板固定在底座的顶端后侧,调节机构安装在固定板的上部,调节机构用于带动移动块左右移动,并且冲压机构安装在移动块上,冲压机构用于对制备车载录像机的半圆外壳型材进行冲压。
技术研发人员:羿超
受保护的技术使用者:湖北亿德敏电子技术有限公司
技术研发日:20230819
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!