可降低薄规格镀锌板表面划伤缺陷的装置的制作方法
本技术涉及一种可降低薄规格镀锌板表面划伤缺陷的装置,属于板材轧制辅助设备
背景技术:
1、目前,冶金企业冷轧连续热镀锌机组生产工艺主要采用 “改良森吉米尔法”,主要工艺步骤包括:镀前处理、热浸镀和镀后处理。其中镀前处理包括连退炉预热段、加热段等工艺段,最终得到适合涂镀的还原态海绵铁。为了节约能源,提高连退炉热效率,预热段保护气体通过烟气加热喷吹到板带上,可以将板带预先加热到200度左右,为了提高喷吹的热效率,预热段与加热段之间距离只有150mm左右。冷基热镀锌在生产厚度小于0.4mm的薄宽板带时,需要降低板带在连退炉内的整体张力,以避免板带在炉内退火过程中产生热皱,但是调降张力后,由于板带本身的重力影响和不同炉段工艺控制压力差,薄板带会向连退炉炉体一侧偏斜,并被炉体划伤,产生划痕缺陷。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种可降低薄规格镀锌板表面划伤缺陷的装置,可避免薄规格镀锌板带与连退炉炉体的接触,有效降低被连退炉炉体划伤产生的缺陷率。
2、为解决上述技术问题,本实用新型的技术方案是:
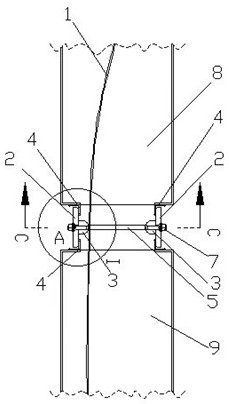
3、一种可降低薄规格镀锌板表面划伤缺陷的装置,包括定位板和铜棒,定位板固定于连退炉预热段炉体与加热段炉体之间的炉体角钢上,固定后定位板与镀锌板运行方向相同,铜棒固定于定位板靠近镀锌板一侧的侧面。
4、上述的可降低薄规格镀锌板表面划伤缺陷的装置,所述连退炉预热段炉体与加热段炉体的炉口分别固定有上下2块炉体角钢,4块炉体角钢合围成一个矩形;所述定位板为2块,2块定位板沿连退炉炉体宽度的中分线对称且相互平行;所述铜棒为2根,2根铜棒分别固定于2块定位板靠近镀锌板一侧的侧面。
5、上述的可降低薄规格镀锌板表面划伤缺陷的装置,所述2根铜棒与定位板固定后,2跟铜棒的轴线分别平行于定位板且与镀锌板运行方向垂直。
6、上述的可降低薄规格镀锌板表面划伤缺陷的装置,所述定位板的宽度与预热段炉体、加热段炉体相对的2根炉体角钢之间的垂直距离相匹配,定位板以可拆卸方式固定于炉体角钢上,所述铜棒以可拆卸方式与定位板固定。
7、本实用新型的有益效果为:
8、本实用新型位于连退炉预热段与加热段之间的间隙,并与连退炉预热段与加热段之间的炉体角钢固定,当薄规格镀锌板由于重力影响和不同炉段工艺控制压力差而产生摆动向连退炉炉体偏斜时,会与铜棒接触,由于铜棒材质较软,不会对镀锌板表面造成划伤,有效降低薄规格镀锌板表面划伤缺陷率,保证产品质量;同时,定位板可以对预热段炉体和加热段炉体之间间隙进行密封保护,避免热量流失,提高喷吹的热效率。
技术特征:
1.一种可降低薄规格镀锌板表面划伤缺陷的装置,其特征在于:包括定位板(2)和铜棒(3),定位板(2)固定于连退炉预热段炉体(8)与加热段炉体(9)之间的炉体角钢(4)上,固定后定位板(2)与镀锌板(1)的运行方向相同,铜棒(3)固定于定位板(2)靠近镀锌板(1)一侧的侧面。
2.如权利要求1所述的可降低薄规格镀锌板表面划伤缺陷的装置,其特征在于:所述连退炉预热段炉体(8)与加热段炉体(9)的炉口分别固定有上下2块炉体角钢(4),4块炉体角钢(4)合围成一个矩形;所述定位板(2)为2块,2块定位板(2)沿连退炉炉体宽度的中分线对称且相互平行;所述铜棒(3)为2根,2根铜棒(3)分别固定于2块定位板(2)靠近镀锌板(1)一侧的侧面。
3.如权利要求2所述的可降低薄规格镀锌板表面划伤缺陷的装置,其特征在于:所述2根铜棒(3)与定位板(2)固定后,2跟铜棒(3)的轴线分别平行于定位板(2)且与镀锌板(1)的运行方向垂直。
4.如权利要求1或2所述的可降低薄规格镀锌板表面划伤缺陷的装置,其特征在于:所述定位板(2)的宽度与预热段炉体(8)、加热段炉体(9)相对的2根炉体角钢(4)之间的垂直距离相匹配,定位板(2)以可拆卸方式固定于炉体角钢(4)上,所述铜棒(3)以可拆卸方式与定位板(2)固定。
技术总结
本技术一种可降低薄规格镀锌板表面划伤缺陷的装置,包括定位板和铜棒,定位板固定于连退炉预热段炉体与加热段炉体之间的炉体角钢上,固定后定位板与镀锌板运行方向相同,铜棒固定于定位板靠近镀锌板一侧的侧面。本技术可避免薄规格镀锌板带与连退炉炉体的接触,有效降低被连退炉炉体划伤产生的缺陷率。
技术研发人员:王子明,刘润博,关少康,尤增辉,王昭云,郭景瑞
受保护的技术使用者:邯郸钢铁集团有限责任公司
技术研发日:20230822
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!