一种五金自动焊接设备的制作方法
本技术涉及五金焊接,特别是一种五金自动焊接设备。
背景技术:
1、五金工件中所包括的种类繁多,特别是管状工件在使用之前需要进行焊接加工,以便后期安装或连接时方便操作等。
2、但是现在的五金管状工件焊接方式一般为工人使用夹具将管件夹持好后手动操作焊枪进行焊接,无法实现管件的自动化环焊,因此为了提高焊接效率和焊接牢固性,提出一种新的专适用于五金管件焊接的自动焊接设备。
技术实现思路
1、本实用新型的目的旨在至少解决所述技术缺陷之一。
2、为此,本实用新型的一个目的在于提出一种五金自动焊接设备,以解决背景技术中所提到的问题,克服现有技术中存在的不足。
3、为了实现上述目的,本实用新型一方面的实施例提供一种五金自动焊接设备,包括基座、第一框架,所述基座的顶面固定连接有第一框架,所述第一框架的外端面固定连接有第一电机,所述第一电机的输出端固定连接有丝杆,所述第一框架的内侧固定连接有第一导轨,所述第一导轨的外表面活动连接有第一滑块,所述第一滑块与丝杆螺纹连接;
4、所述第一滑块的顶部固定连接有第二框架,所述第二框架竖向设置,所述第二框架的内侧固定连接有第二导轨,所述第二框架的顶面固定连接有第二电机,所述第二电机的输出端固定连接有丝杆,此所述丝杆的外表面螺纹连接有第二滑块,所述第二滑块与第二导轨活动连接;
5、所述第二滑块的一侧固定连接有激光焊接头;
6、所述基座的顶面固定连接有第三电机,所述第三电机的输出端固定连接有卡盘,所述卡盘上活动连接有三个卡爪;
7、所述基座的顶部固定连接有支架,所述支架的端部固定连接有气缸,所述气缸竖向设置,所述气缸的输出端朝下,所述气缸输出端的末端活动连接有压头。
8、由上述任一方案优选的是,所述第一框架的竖截面为u形,所述第一滑块可顺着第一导轨双向直线移动。
9、采用上述技术方案:本设备可实现五金件的自动焊接,并且优点为自动式焊接,效率高,无需人工辅助,焊接点位牢固可靠。
10、由上述任一方案优选的是,所述第二框架的竖截面形状为u形,所述第二滑块与第二导轨活动连接。
11、采用上述技术方案:本装置的核心结构为:第一电机、丝杆、第一导轨、第一滑块、第二框架、第二导轨、第二电机、第二滑块、激光焊接头、第三电机、卡盘、卡爪、支架、气缸、压头,其中第一电机、第二电机、第三电机均为可自锁的伺服电机,可实现第二滑块、激光焊接头水平位置和高度的调节和锁定。
12、由上述任一方案优选的是,所述第二滑块、激光焊接头的水平位置和竖向位置可调节。
13、采用上述技术方案:本装置实施时,将五金件例如五金管放置到卡盘上,反转拧头,卡盘内部齿轮反转,螺纹圆盘做顺时针旋转,此时卡爪受螺纹线约束,三只卡爪同步做夹紧运动,此为现有技术中常见的手动卡盘结构,从而夹紧工件,后续,盖上五金件的待焊接盖,气缸的输出端顶出,压头将盖子压紧在五金件顶面,后续通过第一电机、第二电机调整第二滑块和激光焊接头的水平位置和竖直位置,使激光焊接头的端部对准五金件和其盖体的连接处,第三电机转动,带动卡盘和五金件、待焊接的盖体、压头同步转动,激光焊接头发射激光束,到五金件与盖体连接处,为熔融焊接,以达到自动五金焊接的目的;
14、此过程只需人工放工件和取工件,但整个焊接过程无需人工参与,可自动化完成,焊接效率高,同时由于在五金件的待焊接件即盖子上方设计了压头,即能够压紧盖体又能随五金件和盖子转动,可有效保证焊接的牢固性和可靠性。
15、由上述任一方案优选的是,所述第三电机的输出端朝上,所述卡盘由手柄、齿轮、螺纹圆盘组成,其中手柄的端部具有一个拧头,手柄的端部与齿轮固定连接,齿轮与螺纹圆盘底面的齿活动连接,螺纹圆盘的顶面具有螺纹线,螺纹圆盘顶面的螺纹线与卡爪底面的齿活动连接,当齿轮反转时,螺纹圆盘做顺时针旋转,此时卡爪受螺纹线约束,三只卡爪同步做夹紧运动。
16、由上述任一方案优选的是,所述气缸位于卡盘中心处的正上方。
17、与现有技术相比,本实用新型所具有的优点和有益效果为:
18、该五金自动焊接设备,通过第一电机、丝杆、第一导轨、第一滑块、第二框架、第二导轨、第二电机、第二滑块、激光焊接头、第三电机、卡盘、卡爪、支架、气缸、压头的配合设置,本装置对五金件进行焊接时,只需要只需人工放工件和取工件,但整个焊接过程无需人工参与,可自动化完成,焊接效率高,同时由于在五金件的待焊接件即盖子上方设计了压头,即能够压紧盖体又能随五金件和盖子转动,使五金件与其待焊接件能够牢固挤压在一起,待焊接完成后,其焊接牢固性和可靠性高。
技术特征:
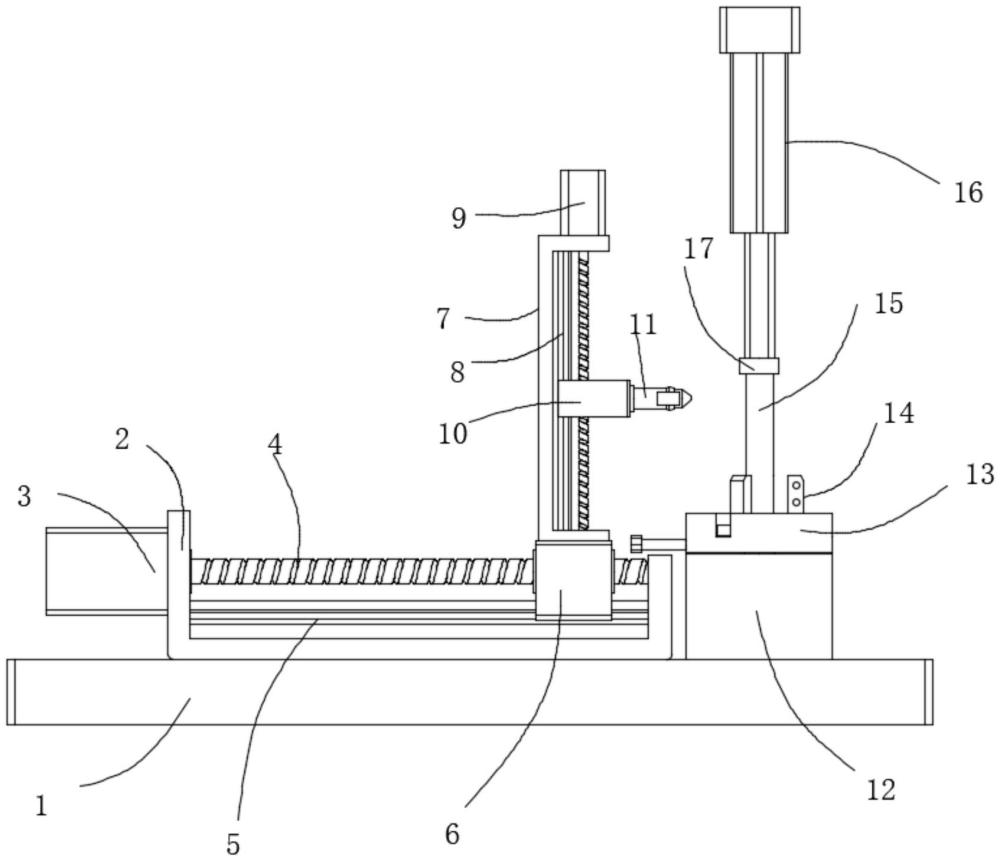
1.一种五金自动焊接设备,包括基座(1)、第一框架(2),所述基座(1)的顶面固定连接有第一框架(2),其特征在于,所述第一框架(2)的外端面固定连接有第一电机(3),所述第一电机(3)的输出端固定连接有丝杆(4),所述第一框架(2)的内侧固定连接有第一导轨(5),所述第一导轨(5)的外表面活动连接有第一滑块(6),所述第一滑块(6)与丝杆(4)螺纹连接;
2.如权利要求1所述的一种五金自动焊接设备,其特征在于:所述第一框架(2)的竖截面为u形,所述第一滑块(6)可顺着第一导轨(5)双向直线移动。
3.如权利要求2所述的一种五金自动焊接设备,其特征在于:所述第二框架(7)的竖截面形状为u形,所述第二滑块(10)与第二导轨(8)活动连接。
4.如权利要求3所述的一种五金自动焊接设备,其特征在于:所述第二滑块(10)、激光焊接头(11)的水平位置和竖向位置可调节。
5.如权利要求4所述的一种五金自动焊接设备,其特征在于:所述第三电机(12)的输出端朝上,所述卡盘(13)由手柄、齿轮、螺纹圆盘组成,其中手柄的端部具有一个拧头,手柄的端部与齿轮固定连接,齿轮与螺纹圆盘底面的齿活动连接,螺纹圆盘的顶面具有螺纹线,螺纹圆盘顶面的螺纹线与卡爪(14)底面的齿活动连接,当齿轮反转时,螺纹圆盘做顺时针旋转,此时卡爪(14)受螺纹线约束,三只卡爪(14)同步做夹紧运动。
6.如权利要求5所述的一种五金自动焊接设备,其特征在于:所述气缸(16)位于卡盘(13)中心处的正上方。
技术总结
本技术提出了一种五金自动焊接设备,包括基座、第一框架,所述基座的顶面固定连接有第一框架,所述第一框架的外端面固定连接有第一电机。本技术的优点在于:通过第一电机、丝杆、第一导轨、第一滑块、第二框架、第二导轨、第二电机、第二滑块、激光焊接头、第三电机、卡盘、卡爪、支架、气缸、压头的配合设置,本装置对五金件进行焊接时,只需要只需人工放工件和取工件,但整个焊接过程无需人工参与,可自动化完成,焊接效率高,同时由于在五金件的待焊接件即盖子上方设计了压头,即能够压紧盖体又能随五金件和盖子转动,使五金件与其待焊接件能够牢固挤压在一起,待焊接完成后,其焊接牢固性和可靠性高。
技术研发人员:齐随生,邓江平,陈冲洲
受保护的技术使用者:佛山市鸿盛五金机械有限公司
技术研发日:20230823
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!