一种缸套的单锥涨芯夹具的制作方法
本技术涉及缸套加工的,特别是涉及一种缸套的单锥涨芯夹具。
背景技术:
1、在发动机气缸套加工中,精车外圆质量将直接影响产品的精度,而气缸套加工又属于一种大批量车削加工,车削的工效将直接影响工艺的可行性,在传统的缸套精车外圆工序中,均采用的是一种内涨式液塑性夹具,内涨式液塑性夹具,通过涨胎的压力,撑开经过涨套外壁,依靠涨套外壁的弹性变形,因此涨紧与松开的塑性变形较小,对上道工序的内孔形状公差要求较高,对操作要求较高,不利于批量加工,而且需要有经验的熟练工才能完成,不利于企业发展,经检索,现有技术公告号cn205393594u提出的组合式抗磨环精加工单锥涨套夹具,包括带法兰的基体,基体内设有通孔,通孔内设有拉杆,且拉杆与通孔间隙配合,基体的右端面上热装有单锥涨套,单锥涨套内设有锥体,锥体的右端面上由左至右依次设有垫圈、拉环;拉杆的右端依次穿过基体、单锥涨套、锥体、垫圈,拉杆右端位于拉环内且与拉环螺纹连接,拉杆的左端穿过基体的法兰并伸出基体外,基体、通孔、法兰、单锥涨套、锥体、垫圈、拉环和拉杆的中轴线均在同一条直线上。但是其夹紧面积较小,加工过程中容易使缸套发生移动,造成误差,影响加工质量。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种增加了与缸套的接触面积,实现高精度装夹,避免缸套加工过程中移动变形,保证加工质量的缸套的单锥涨芯夹具。
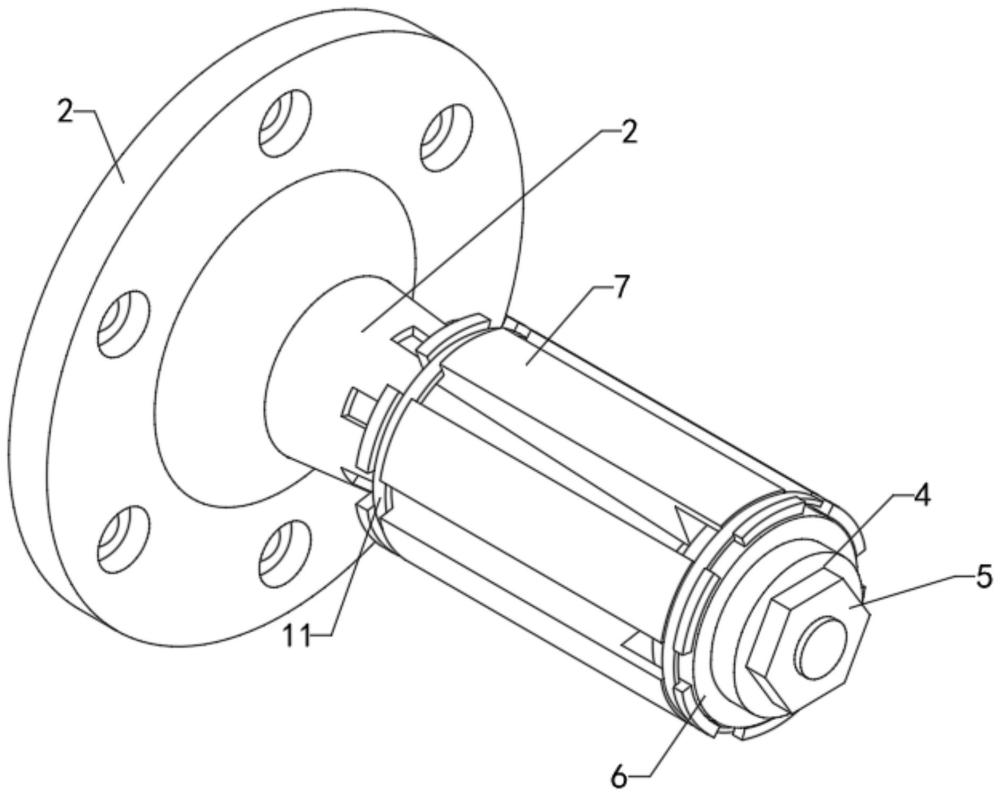
2、本实用新型的一种缸套的单锥涨芯夹具,包括单锥芯轴,单锥芯轴设置为中空的锥体,锥度1:10-1∶6之间;还包括安装机构、夹紧机构、连接机构和拉动机构,拉动机构贯穿安装在单锥芯轴的内部,连接机构安装在拉动机构上,夹紧机构安装在连接机构上,夹紧机构与单锥芯轴外壁配合安装,安装机构安装在单锥芯轴的左侧壁上,与车床法兰盘相连接;通过安装机构将夹具安装在车床法兰盘上,便于替换拆装,通过拉动机构带动连接机构移动,使夹紧机构与单锥芯轴外壁锥体配合对缸套内壁进行夹紧,实现一次高精度装夹,与缸套的接触面积大,能够避免缸套加工过程中移动变形,保证加工质量。
3、优选的,安装机构包括法兰盘,法兰盘固定连接在单锥芯轴的左侧壁上,法兰盘上轴向均匀开设有多个螺孔,螺孔的右侧开设有安装槽;将法兰盘与车床法兰盘对应,然后将固定螺丝穿过螺孔对法兰盘进行固定,便于进行替换拆装,安装槽便于对固定螺丝头部进行收纳,防止刮到缸套。
4、优选的,拉动机构包括拉杆、拉板和螺母,拉杆穿过单锥芯轴的中部直孔与拉板连接,拉杆的另一端与在车床主轴端头的液压油缸相连,拉板的右端固定连接有螺母,螺母与拉杆右端螺纹连接,夹紧机构位于拉板的左端;由油缸带动拉杆,拉杆拉动拉板,为夹紧提供动力,使夹紧机构向左移动,对缸套进行夹紧。
5、优选的,夹紧机构包括连接盘和六个涨块,连接盘固定安装在拉板左侧的拉杆的外壁上,连接盘上轴向均匀安装有六个涨块,涨块的内壁与单锥芯轴的锥度相同;拉杆拉动拉板带动连接盘向左移动,使涨块沿着单锥芯轴的锥面移动,涨块被涨开,从而对缸套内壁夹紧,实现一次高精度装夹。
6、优选的,连接机构包括六个限位滑块和六个连接杆,连接盘上与涨块右端底部相对应的位置轴向均匀开设有六个滑动槽,滑动槽的下部开设有限位滑槽,六个限位滑块滑动安装在限位滑槽内,限位滑块的顶端连接有连接杆,连接杆位于滑动槽内,连接杆的顶端与涨块的内部右端固定连接;通过限位滑块和连接杆能够在涨块涨开时,对涨块进行导向,使涨块保持水平状态,增加与缸套的接触面积,提高夹紧效果。
7、优选的,还包括六个导向滑块,单锥芯轴的外壁上与涨块对应的位置开设有六个导向槽,导向滑块分别滑动安装在导向槽内,导向滑块的顶端与涨块的内壁左端连接;涨块在移动时带动导向滑块在导向槽内移动,对涨块左端进行导向限位,防止涨块发生偏移,影响夹紧精度。
8、优选的,还包括两个伸缩拉环,涨块的左右两端分别开设有收缩环槽,两个伸缩拉环分别套装在两个收缩环槽内,伸缩拉环将多个涨块形成一体;伸缩拉环将多个涨块形成一体,使得多个涨块同步工作,缸套工件加工完毕,需要卸下的时候,松开油缸,拉杆伸出,带动涨块向右移动,两端伸缩拉环收缩拉动涨块复位,方便将缸套取下。
9、与现有技术相比本实用新型的有益效果为:通过安装机构将夹具安装在车床法兰盘上,便于替换拆装,通过拉动机构带动连接机构移动,使夹紧机构与单锥芯轴外壁锥体配合对缸套内壁进行夹紧,实现一次高精度装夹,与缸套的接触面积大,能够避免缸套加工过程中移动变形,保证加工质量。
技术特征:
1.一种缸套的单锥涨芯夹具,包括单锥芯轴(1),单锥芯轴(1)设置为中空的锥体,锥度1:10-1∶6之间;其特征在于,还包括安装机构、夹紧机构、连接机构和拉动机构,拉动机构贯穿安装在单锥芯轴(1)的内部,连接机构安装在拉动机构上,夹紧机构安装在连接机构上,夹紧机构与单锥芯轴(1)外壁配合安装,安装机构安装在单锥芯轴(1)的左侧壁上,与车床法兰盘相连接;
2.如权利要求1所述的一种缸套的单锥涨芯夹具,其特征在于,还包括六个导向滑块(10),单锥芯轴(1)的外壁上与涨块(7)对应的位置开设有六个导向槽,导向滑块(10)分别滑动安装在导向槽内,导向滑块(10)的顶端与涨块(7)的内壁左端连接。
3.如权利要求1所述的一种缸套的单锥涨芯夹具,其特征在于,还包括两个伸缩拉环(11),涨块(7)的左右两端分别开设有收缩环槽,两个伸缩拉环(11)分别套装在两个收缩环槽内,伸缩拉环(11)将多个涨块(7)形成一体。
技术总结
本技术涉及缸套加工的技术领域,特别是涉及一种缸套的单锥涨芯夹具,其增加了与缸套的接触面积,实现高精度装夹,避免缸套加工过程中移动变形,保证加工质量;包括单锥芯轴,单锥芯轴设置为中空的锥体,锥度1:10‑1∶6之间;还包括安装机构、夹紧机构、连接机构和拉动机构,拉动机构贯穿安装在单锥芯轴的内部,所述拉动机构包括拉杆、拉板和螺母,连接机构安装在拉动机构上,夹紧机构安装在连接机构上,夹紧机构与单锥芯轴外壁配合安装,安装机构安装在单锥芯轴的左侧壁上,与车床法兰盘相连接。
技术研发人员:谢洪亮
受保护的技术使用者:约翰哈特科技(大连)有限公司
技术研发日:20230824
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!