箱体焊接气体保护装置的制作方法
本技术涉及焊接设备,涉及一种箱体焊接气体保护装置。
背景技术:
1、由于箱体工件大多数为六面体且其中一面呈开放设置,生产者往往需要将与其余五个面对应的五个板件进行拼接再进行焊接,现有的焊接机多大是通过人工利用夹持座固定焊接件,然后人工操作焊接机对焊接件进行焊接,焊接效率低,对焊接的气体保护是进气口处插根通气管,把通气管直接对在焊接位置,通过人工带动保护气体对焊接位置进行保护,造成保护气体浪费,同时传统的定位方式使得每次的定位基准都不相同,容易影响箱体中的板件之间的平行度或垂直度,降低了产品的加工精度,增加了生产成本。
技术实现思路
1、本实用新型要解决的技术问题是提供一种可以对产品的焊接位置的局部通气保护,提高了焊接效率,且减少了保护气的浪费的箱体焊接气体保护装置。
2、为了解决上述技术问题,本实用新型解决其技术问题所采用的技术方案是:
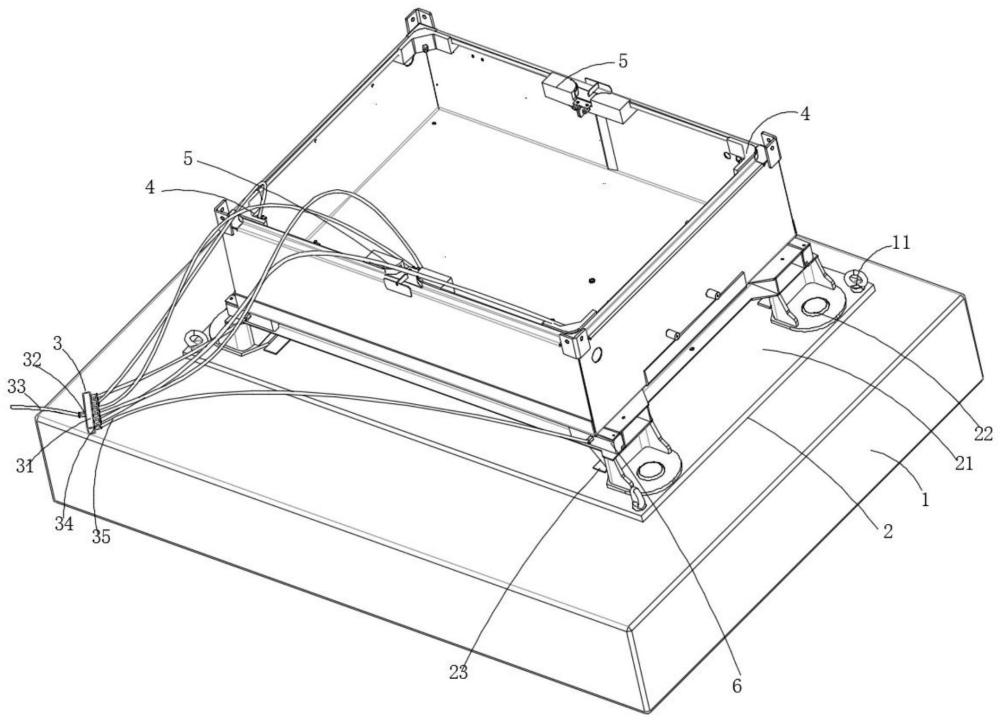
3、一种箱体焊接气体保护装置,包括:
4、焊接平台,其上设置有焊接工位,
5、焊接工装,设置于所述焊接工位上,所述焊接工装上设置有用于定位产品的定位部件;
6、气体保护工装,设置于所述产品的焊接位置上,所述气体保护工装包括转角保护部件、连接保护部件以及支撑保护部件,所述转角保护部件设置于产品的转角焊接位置,所述连接保护部件设置于产品的连接焊接位置,所述支撑保护部件设置于产品的上下焊接位置;
7、通气部件,设置于所述焊接平台上,所述通气部件分别与所述转角保护部件、连接保护部件以及支撑保护部件通过管路连接,所述通气部件用于将保护气体传输至转角保护部件、连接保护部件以及支撑保护部件上,用以对产品的焊接位置处进行气体保护。
8、在本实用新型的一个实施例中,所述焊接工装包括定位板,所述定位板的四角处设置有限位孔,所述限位孔上设置有螺栓,所述焊接平台上均匀设置有多个螺纹孔,所述定位板通过所述螺栓与所述焊接平台上的螺纹孔连接。
9、在本实用新型的一个实施例中,所述定位部件包括多个定位销,所述产品上设置有与所述定位销相匹配的定位孔,多个定位销垂直设置在所述定位板上,所述定位销上设置有定位凸起,所述定位销一侧设置有用于对产品底面进行定位的定位片。
10、在本实用新型的一个实施例中,所述转角保护部件包括两固定块,两固定块垂直设置,且两固定块之间的连接处设置有加强板,所述加强板上设置有第一气阀,所述加强板上设置有出气孔,所述第一气阀与所述出气孔相连通,所述出气孔与产品的转角焊接位置相对设置,所述第一气阀与所述通气部件通过管路连接。
11、在本实用新型的一个实施例中,所述固定块上设置有与所述产品相匹配的固定槽,所述固定槽上开设有导向槽,所述导向槽与所述出气孔相连通,所述导向槽两侧设置有卡槽,所述卡槽卡设在所述产品的转角焊接位置。
12、在本实用新型的一个实施例中,所述支撑保护部件包括支撑块,所述支撑块上设置有第二气阀,所述第二气阀通过管路与所述通气部件相连通,所述支撑块上设置有通气孔,所述通气孔与所述产品的上下焊接位置相对设置。
13、在本实用新型的一个实施例中,所述支撑块上设置有方便卡设在产品上的支撑槽,所述支撑块上设置有出风槽,所述通气孔设置于所述出风槽的内侧壁上,所述出风槽用于将通气孔的保护气体均匀吹出。
14、在本实用新型的一个实施例中,所述连接保护部件包括两连接块,两连接块相对设置在产品的连接焊接位置两侧,所述连接块上设置有连接槽,所述连接块通过连接槽卡设在所述产品上,所述连接块上设置有第三气阀,所述第三气阀通过管路与所述通气部件相连通,所述连接块上设置有放气孔,所述第三气阀设置在所述放气孔上。
15、在本实用新型的一个实施例中,所述连接块上设置有出气槽,所述出气槽设置于所述产品的连接焊接位置的上方或者下方,所述出气槽两侧设置有卡接槽,所述卡接槽与所述出气槽相连通,用以将保护气体传输至产品的连接焊接位置的两侧。
16、在本实用新型的一个实施例中,所述通气部件包括气动分接头,所述气动分接头上设置有主气阀,所述主气阀上设置有主气路,所述气动分接头上设置有多个分接头,所述分接头通过管路与所述转角保护部件、连接保护部件以及支撑保护部件连接。
17、本实用新型的有益效果:
18、本实用新型通过定位部件将产品定位在焊接工装上,并在产品的转角焊接位置、连接焊接位置以及上下焊接位置处分别设置有转角保护部件、连接保护部件以及支撑保护部件,转角保护部件、连接保护部件以及支撑保护部件均通过管路与通气部件连通,通气部件将保护气体传输至产品的焊接位置处进行气体保护,可以对产品的焊接位置的局部通气保护,既能保证通气充足,保护效果良好,提高了焊接效率,且减少了保护气的浪费,有效解决了在焊接处通气而导致焊接不便的问题,进而,使得焊接过程方便、顺畅。
技术特征:
1.一种箱体焊接气体保护装置,其特征在于,包括:
2.如权利要求1所述的箱体焊接气体保护装置,其特征在于,所述焊接工装包括定位板,所述定位板的四角处设置有限位孔,所述限位孔上设置有螺栓,所述焊接平台上均匀设置有多个螺纹孔,所述定位板通过所述螺栓与所述焊接平台上的螺纹孔连接。
3.如权利要求2所述的箱体焊接气体保护装置,其特征在于,所述定位部件包括多个定位销,所述产品上设置有与所述定位销相匹配的定位孔,多个定位销垂直设置在所述定位板上,所述定位销上设置有定位凸起,所述定位销一侧设置有用于对产品底面进行定位的定位片。
4.如权利要求1所述的箱体焊接气体保护装置,其特征在于,所述转角保护部件包括两固定块,两固定块垂直设置,且两固定块之间的连接处设置有加强板,所述加强板上设置有第一气阀,所述加强板上设置有出气孔,所述第一气阀与所述出气孔相连通,所述出气孔与产品的转角焊接位置相对设置,所述第一气阀与所述通气部件通过管路连接。
5.如权利要求4所述的箱体焊接气体保护装置,其特征在于,所述固定块上设置有与所述产品相匹配的固定槽,所述固定槽上开设有导向槽,所述导向槽与所述出气孔相连通,所述导向槽两侧设置有卡槽,所述卡槽卡设在所述产品的转角焊接位置。
6.如权利要求1所述的箱体焊接气体保护装置,其特征在于,所述支撑保护部件包括支撑块,所述支撑块上设置有第二气阀,所述第二气阀通过管路与所述通气部件相连通,所述支撑块上设置有通气孔,所述通气孔与所述产品的上下焊接位置相对设置。
7.如权利要求6所述的箱体焊接气体保护装置,其特征在于,所述支撑块上设置有方便卡设在产品上的支撑槽,所述支撑块上设置有出风槽,所述通气孔设置于所述出风槽的内侧壁上,所述出风槽用于将通气孔的保护气体均匀吹出。
8.如权利要求1所述的箱体焊接气体保护装置,其特征在于,所述连接保护部件包括两连接块,两连接块相对设置在产品的连接焊接位置两侧,所述连接块上设置有连接槽,所述连接块通过连接槽卡设在所述产品上,所述连接块上设置有第三气阀,所述第三气阀通过管路与所述通气部件相连通,所述连接块上设置有放气孔,所述第三气阀设置在所述放气孔上。
9.如权利要求8所述的箱体焊接气体保护装置,其特征在于,所述连接块上设置有出气槽,所述出气槽设置于所述产品的连接焊接位置的上方或者下方,所述出气槽两侧设置有卡接槽,所述卡接槽与所述出气槽相连通,用以将保护气体传输至产品的连接焊接位置的两侧。
10.如权利要求1所述的箱体焊接气体保护装置,其特征在于,所述通气部件包括气动分接头,所述气动分接头上设置有主气阀,所述主气阀上设置有主气路,所述气动分接头上设置有多个分接头,所述分接头通过管路与所述转角保护部件、连接保护部件以及支撑保护部件连接。
技术总结
本技术涉及焊接设备技术领域,涉及一种箱体焊接气体保护装置。本技术通过定位部件将产品定位在焊接工装上,并在产品的转角焊接位置、连接焊接位置以及上下焊接位置处分别设置有转角保护部件、连接保护部件以及支撑保护部件,转角保护部件、连接保护部件以及支撑保护部件均通过管路与通气部件连通,通气部件将保护气体传输至产品的焊接位置处进行气体保护,可以对产品的焊接位置的局部通气保护,既能保证通气充足,保护效果良好,提高了焊接效率,且减少了保护气的浪费,有效解决了在焊接处通气而导致焊接不便的问题,进而,使得焊接过程方便、顺畅。
技术研发人员:周鸿建,王银,赵丽
受保护的技术使用者:昆山特朗普新能源汽车零部件有限公司
技术研发日:20230825
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!