一种密封阀阀板焊接装置的制作方法
本技术属于氢能源电池,更具体地说,是涉及一种密封阀阀板焊接装置。
背景技术:
1、氢能源是未来最重要的清洁能源之一,密封阀(空气流量调节阀)作为氢能源电池空气路进气主要零部件。需要具备密封能力,控制阴极回路在关机状态封闭管路,阻止空气继续进入电堆。密封阀密封是依靠阀板与壳体配合实现密封,所以阀板的安装位置精度至关重要。由于传统氩弧焊,二保焊对产品变形大。精度无法保证,所以使用变形及焊接应力更小的激光焊接。现有技术中,因考虑密封,阀板为橡胶材质,在焊接过程中,激光直接焊接,激光束会造成阀板烧伤,造成阀板外观不良,耐久实验后阀板脱落。另外阀板焊接前,由于阀板安装在输出轴上时,无其他机构支撑导致与轴贴合性不好,导致焊接后与阀座配合气密不良。异常的产品只能通过后工序气密检测挑出报废处理,影响产品良率。
2、现有技术中有名称为“多道密封全焊接平板闸阀”、公开号为“cn102062226a”的技术,该技术涉及一种平板闸阀,特别涉及一种多道密封全焊接平板闸阀。本发明提供了如下技术方案:一种多道密封全焊接平板闸阀,包括有阀体、阀盖、阀杆、闸板及驱动机构,阀杆与阀盖之间设有密封组件,阀体上设有介质进入通道、介质流出通道、连接腔及排放通道,连接腔与介质流出通道及介质进入通道的之间设有阀座;阀盖与阀体呈焊接密封连接,阀座包括有主阀座及辅助阀座,主阀座包括有阀体密封端及闸板密封端,辅助阀座包括有辅助阀座闸板密封端及与阀体之间的制动抵压端,主阀座与辅助阀座之间设有主、辅阀座密封端;辅助阀座的制动抵压端与阀体之间设有抵压弹簧。采用上述技术方案,提供了一种防火、密封性好的多道密封全焊接平板闸阀。
3、然而,该技术没有涉及本申请的技术问题和技术方案。
技术实现思路
1、本实用新型所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,在阀板与输出轴焊接时,实现阀板可靠支撑定位,保护阀板,避免激光焊接烧伤,提高产品良率的密封阀阀板焊接装置。
2、要解决以上所述的技术问题,本实用新型采取的技术方案为:
3、本实用新型为一种密封阀阀板焊接装置,底板上设置定位板,定位板的开槽部内设置导向柱,导向柱下部安装在底板上的定位柱上,导向柱上部套装支撑柱,导向柱上套装弹簧,弹簧上部顶靠支撑柱下部,弹簧下部顶靠底板,焊接装置还包括焊接防护块,焊接防护块上设置避让开槽部。
4、所述的焊接防护块设置为呈t字形结构,避让开槽部贯穿焊接防护块。
5、所述的密封阀包括阀板、壳体、输出轴,输出轴连接在壳体上。
6、所述的定位板上设置多个定位销,壳体上设置多个开孔。
7、所述的底板上设置多个快速夹。
8、所述的焊接防护块包括防护块本体和法兰部,焊接防护块设置为能够卡装壳体内的结构。
9、所述的焊接防护块卡装壳体内时,防护块本体设置为能够延伸到壳体内部的结构,法兰部设置为能够抵靠在壳体上表面位置的结构。
10、所述的壳体上的开孔设置为能够卡装在定位板的定位销上的结构,壳体上的开孔卡装在定位板的定位销上时,壳体下表面设置为能够贴合定位板的结构。
11、所述的底板通过螺栓连接定位板,底板设置为能够通过定位套卡装在基台上的定位销上的结构。
12、采用本实用新型的技术方案,工作原理及有益效果如下所述:
13、本实用新型所述的密封阀阀板焊接装置,结构设置时,输出轴先行与壳体实现连接,后续需要将阀板与输出轴实现焊接。进行焊接时,手动将阀板从下方安装至接触输出轴的位置,然后将壳体放置到定位板上,定位板上设置有定位销,壳体的每个开孔插装到一个对应的定位销上,实现壳体在定位板上的定位。壳体定位后,阀板底面与支撑柱上部接触,支撑柱受到压缩向下移动,压缩下方弹簧,在弹簧的力的作用下,支撑柱向上推动阀板与输出轴可靠贴合。而后将焊接防护工装放置到壳体内部,焊接防护工装的法兰部与壳体上表面接触,防护块本体延伸到壳体内部,防护块本体外圆与壳体内孔内部之间为小间隙配合,保证焊接防护工装晃动量小。焊接防护块上设置避让开槽部。焊接过程中,机械手带动焊接头走轨迹进行焊接,穿过避让开槽部对阀板和输出轴进行焊接,焊接防护工装可靠从上方遮挡阀板,阀板只有需要和输出轴焊接的部位暴露在外,确保可以正常焊接,同时有效保护焊接激光光束烧伤阀板。因此,焊接时确保阀板可靠接触输出轴,实现两者可靠定位,提高焊接质量,并且保护阀板,避免阀板烧伤,降低产品报废概率,提高产品合格率,也就是降低了成本。
技术特征:
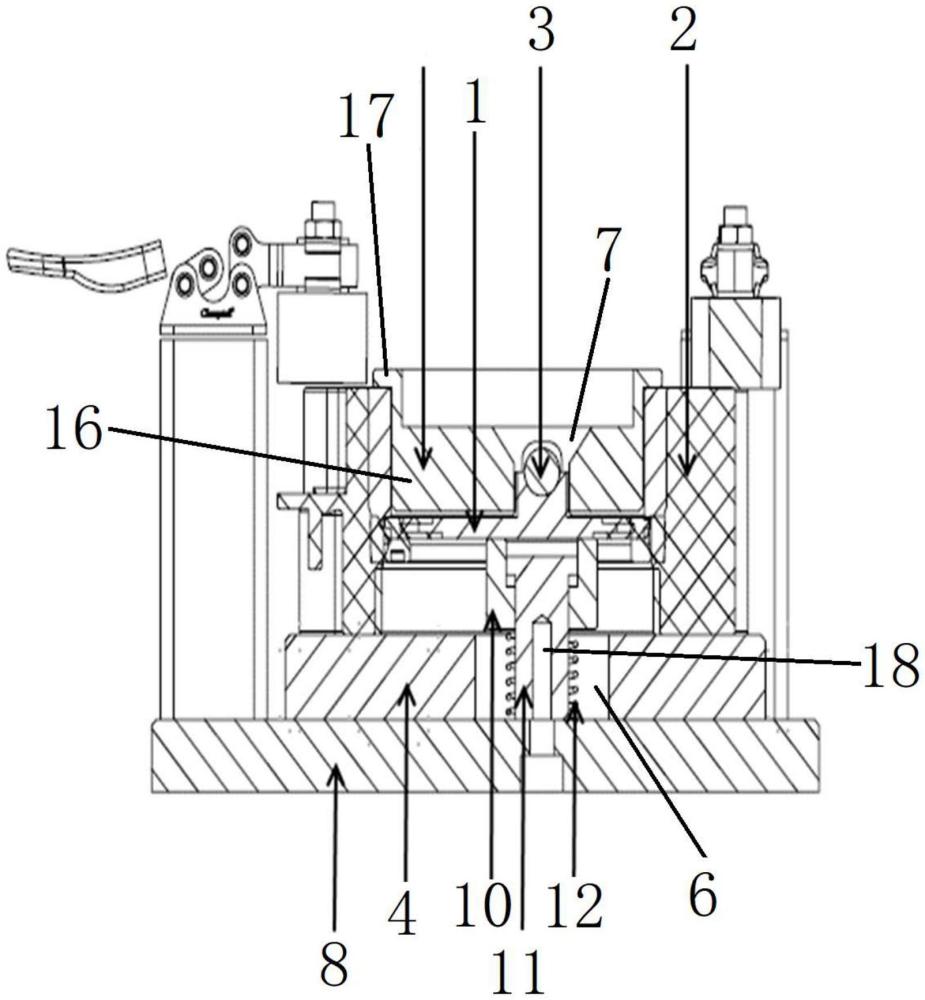
1.一种密封阀阀板焊接装置,其特征在于:底板(8)上设置定位板(4),定位板(4)的开槽部(6)内设置导向柱(11),导向柱(11)下部安装在底板(8)上的定位柱(18)上,导向柱(11)上部套装支撑柱(10),导向柱(11)上套装弹簧(12),弹簧(12)上部顶靠支撑柱(10)下部,弹簧(12)下部顶靠底板(8),焊接装置还包括焊接防护块(9),焊接防护块(9)上设置避让开槽部(7)。
2.根据权利要求1所述的密封阀阀板焊接装置,其特征在于:所述的焊接防护块(9)设置为呈t字形结构,避让开槽部(7)贯穿焊接防护块(9)。
3.根据权利要求1或2所述的密封阀阀板焊接装置,其特征在于:所述的密封阀包括阀板(1)、壳体(2)、输出轴(3),输出轴(3)连接在壳体(2)上。
4.根据权利要求1或2所述的密封阀阀板焊接装置,其特征在于:所述的定位板(4)上设置多个定位销(5),壳体(2)上设置多个开孔(15)。
5.根据权利要求4所述的密封阀阀板焊接装置,其特征在于:所述的底板(8)上设置多个快速夹(14)。
6.根据权利要求1或2所述的密封阀阀板焊接装置,其特征在于:所述的焊接防护块(9)包括防护块本体(16)和法兰部(17),焊接防护块(9)设置为能够卡装壳体(2)内的结构。
7.根据权利要求6所述的密封阀阀板焊接装置,其特征在于:所述的焊接防护块(9)卡装壳体(2)内时,防护块本体(16)设置为能够延伸到壳体(2)内部的结构,法兰部(17)设置为能够抵靠在壳体(2)上表面位置的结构。
8.根据权利要求4所述的密封阀阀板焊接装置,其特征在于:所述的壳体(2)上的开孔(15)设置为能够卡装在定位板(4)的定位销(5)上的结构,壳体(2)上的开孔(15)卡装在定位板(4)的定位销(5)上时,壳体(2)下表面设置为能够贴合定位板(4)的结构。
9.根据权利要求1或2所述的密封阀阀板焊接装置,其特征在于:所述的底板(8)通过螺栓连接定位板(4),底板(8)设置为能够通过定位套卡装在基台上的定位销上的结构。
技术总结
本技术属于氢能源电池技术领域的密封阀阀板焊接装置。底板(8)上设置定位板(4),定位板(4)的开槽部(6)内设置导向柱(11),导向柱(11)下部安装在底板(8)上的定位柱(18)上,导向柱(11)上部套装支撑柱(10),导向柱(11)上套装弹簧(12),弹簧(12)上部顶靠支撑柱(10)下部,弹簧(12)下部顶靠底板(8),焊接装置还包括焊接防护块(9),焊接防护块(9)上设置避让开槽部(7)。本技术所述的密封阀阀板焊接装置,结构简单,在阀板与输出轴焊接时,实现阀板可靠支撑定位,保护阀板,避免激光焊接烧伤,提高产品良率。
技术研发人员:张广志,范礼,桑首明,宛梦兰,肖亮,李后良,姜倩
受保护的技术使用者:杰锋汽车动力系统股份有限公司
技术研发日:20230825
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!