左右侧尾灯支架三序六腔合模模具的制作方法
本技术涉及汽车模具领域,尤其涉及一种左右侧尾灯支架三序六腔合模模具。
背景技术:
1、汽车尾灯固定安装在车身后部的左右两侧,用于夜间行车时提示后方车辆前面有汽车存在,同时还能够显示出前后两车之间的位置关系。汽车尾灯安装区域的钣金结构较为复杂,通常采用尾灯支架安装汽车尾灯。尾灯支架通过冲压模具进行冲压制作,由于尾灯支架内部具有较多的曲面结构,并需要在侧曲面上开设各种与车身对接的装配孔,目前主要是采用多套模具从各个角度进行侧冲孔和修边侧修边,工序较为复杂,并且目前多为左右件分开双工位冲压制作,因此具有工序优化和冲压效率提高的空间。
技术实现思路
1、为了解决上述问题,本实用新型提出一种左右侧尾灯支架三序六腔合模模具。
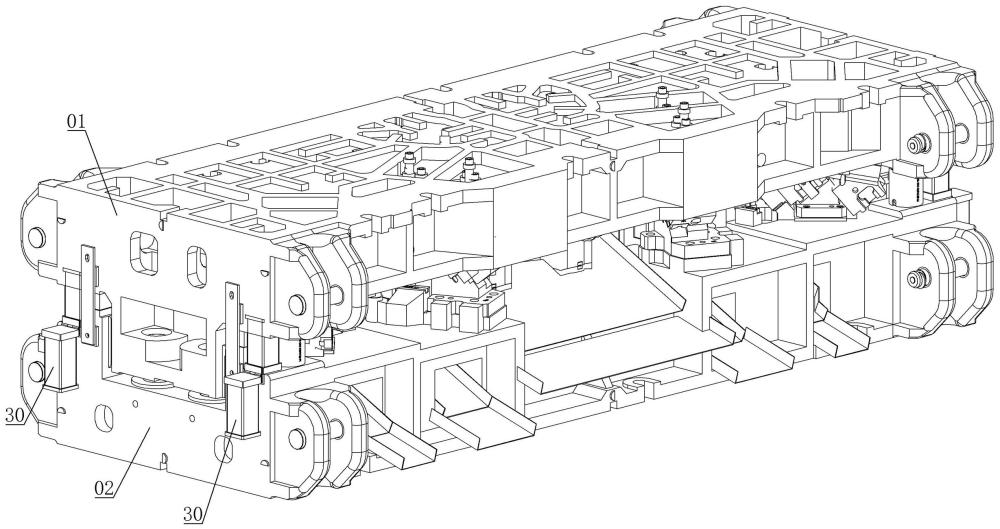
2、本实用新型的技术方案是:一种左右侧尾灯支架三序六腔合模模具,包括上模组件和下模组件,下模组件的下座体中部对称设有两个修边冲孔下模芯,这两个模芯之间设有一定间距,修边冲孔下模芯的外侧对称设有两个修边侧修边下模芯和两个修边下模芯,修边侧修边下模芯的外侧设有第一斜导座,该斜导座固定安装在一个斜台上,并在该斜导座的一侧设有滑动块,修边下模芯的外侧设有第二斜导座和第三斜导座;上模组件的上座体内对应滑动安装有两个上压料芯,上压料芯的周围设有上模刀,该上模刀与修边冲孔下模芯的边沿对应,上压料芯外侧的滑动腔内设有修边侧修边一体模芯,该一体模芯的一侧设有上模刀,其中一个上模刀安装在第一斜锲上,第一斜锲和第一斜导座上下正对,一体模芯的另一侧设有第二斜锲和第三斜锲,第二斜锲和第二斜导座上下正对,第三斜锲和第三斜导座上下正对,第二斜锲上设有上模刀,第三斜锲上设有梯形上模刀。
3、优选的,所述上压料芯的一侧设有圆形冲头,圆形冲头通过冲头座与上座体固定连接,修边冲孔下模芯上对应设有凹模腔。
4、优选的,所述的滑动腔内设有为模芯提供滑动支撑的气弹簧,气弹簧内滑动安装有导正销,并设有退料螺栓。
5、优选的,所述两个上压料芯之间的上座体上设有上切断刀,下座体的对应位置设有下切断刀。
6、优选的,所述修边侧修边下模芯和修边下模芯的外侧均设有限位块,该限位块的上部内侧设有导向斜面。
7、优选的,所述下座体的两端中间均设有导向槽,导向槽内设有两个导柱,上座体的两端中间均设有导向台,导向台内对应设有两个导向孔。
8、优选的,所述修边侧修边下模芯和修边下模芯外侧的下座体上均设有到方形的底块,并在下座体的四角部设有搬运支撑块,该搬运支撑块采用铰接的连接方式。
9、本实用新型的有益技术效果是:该模具内合理布置了两组模芯,侧尾灯支架的左右件在中间的模芯进行冲孔修边之后,能够分别向外进行修边和侧修边作业,实现了对左右件的同步逐级多工序作业,并且模具内布置了上下模刀进行修边,并通过斜锲驱动模刀移动对工件进行侧修边,实现了对工件的多角度修边作业,减少了侧尾灯支架的加工工序,降低了生产成本,实现了侧尾灯支传统加工方式的优化改进。
技术特征:
1.一种左右侧尾灯支架三序六腔合模模具,包括上模组件和下模组件,其特征是:
2.根据权利要求1所述的一种左右侧尾灯支架三序六腔合模模具,其特征是:所述上压料芯的一侧设有圆形冲头,修边冲孔下模芯上对应设有凹模腔。
3.根据权利要求1所述的一种左右侧尾灯支架三序六腔合模模具,其特征是:所述的滑动腔内设有为模芯提供滑动支撑的气弹簧,并设有退料螺栓。
4.根据权利要求1所述的一种左右侧尾灯支架三序六腔合模模具,其特征是:所述两个上压料芯之间的上座体上设有上切断刀,下座体的对应位置设有下切断刀。
5.根据权利要求1所述的一种左右侧尾灯支架三序六腔合模模具,其特征是:所述修边侧修边下模芯和修边下模芯的外侧均设有限位块。
6.根据权利要求1所述的一种左右侧尾灯支架三序六腔合模模具,其特征是:所述下座体的两端中间均设有导向槽,导向槽内设有导柱,上座体的两端中间均设有导向台,导向台内对应设有导向孔。
7.根据权利要求1所述的一种左右侧尾灯支架三序六腔合模模具,其特征是:所述修边侧修边下模芯和修边下模芯外侧的下座体上均设有到底块,并在下座体的四角部设有搬运支撑块。
技术总结
一种左右侧尾灯支架三序六腔合模模具,其下模组件的下座体中部对称设有两个修边冲孔下模芯,修边冲孔下模芯的外侧对称设有两个修边侧修边下模芯和两个修边下模芯,修边侧修边下模芯的外侧设有第一斜导座,修边下模芯的外侧设有第二斜导座和第三斜导座;上模组件的上座体内对应滑动安装有两个上压料芯,上压料芯的周围设有上模刀,上压料芯外侧设有修边侧修边一体模芯,该一体模芯的一侧设有上模刀,一体模芯的另一侧设有第二斜锲和第三斜锲,第二斜锲上设有上模刀;该模具实现了对左右件的同步逐级多工序作业,并实现了对工件的多角度修边作业,减少了侧尾灯支架的加工工序,降低了生产成本。
技术研发人员:吴文亮,郭呈钢,胡昌浩,侯永建
受保护的技术使用者:郑州信昌汽车部品有限公司
技术研发日:20230826
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!