一种用于热成型板料的翻孔结构的制作方法
本技术涉及热成形,尤其涉及一种用于热成型板料的翻孔结构。
背景技术:
1、随着汽车产业的发展,节能、环保、安全和智能成为汽车发展的新动向,轻量化也广泛的应用到汽车领域,热成形应运而生,材料利用率受到较高的关注,为缩小切割量,需要保证稳定的板料收缩边界,板料的定位具有关键意义。
2、在热成型中,热成形的半成品一般要求5mm左右的切割余量,修边通常采用激光切割,也称为镭射,零件放在工装上,通过编程好的路径完成切割。为保证切割的稳定性,需要零件在工装上定位,定位通常翻孔定位,区别于冷冲的孔定位,在热成型中,板材在成型过程中变形、材料热胀冷缩,都会对孔的精度产生影响,翻孔能够较好保证位置度和形状轮廓度,提高后序激光切割稳定性。
3、传统翻孔:ф10翻ф14的孔,保留2mm翻孔直边,用于定位,传统翻孔在零件冷却过程中,容易处出现圆孔卡料情况,而且容易在脱模的时候零件顶起变形。本申请为了解决板料的定位问题,调整了定位孔的形状。
4、改进方案:异形孔翻ф14的孔,保留2mm翻孔直边,用于定位,改进后的异形孔保留了直翻段,由于增加了缺口,在零件冷却过程中,避免了圆孔卡料情况,不会在脱模的时候零件顶起变形。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种用于热成型板料的翻孔结构。
2、为了实现上述目的,本实用新型采用了如下技术方案:
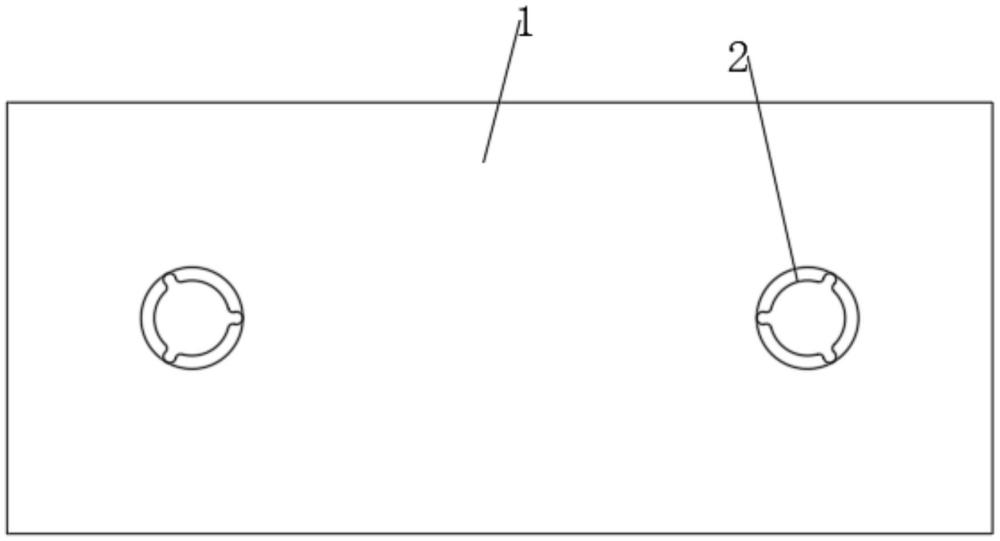
3、一种用于热成型板料的翻孔结构,包括板料主体,所述板料主体上开设有第一孔,所述第一孔的边缘处开设有多个环形阵列分布的第二孔,相邻两个所述第二孔之间形成直翻段,所述第二孔在相邻两个所述直翻段之间形成缺口。
4、优选的,所述第一孔的尺寸为ф10mm。
5、优选的,所述第二孔的尺寸为ф3mm。
6、优选的,所述第二孔位于第一孔的三等分处。
7、本实用新型的有益效果为:
8、异形孔翻ф14的孔,保留2mm翻孔直边,用于定位,改进后的异形孔保留了直翻段,由于增加了缺口,在零件冷却过程中,避免了圆孔卡料情况,不会在脱模的时候零件顶起变形。
技术特征:
1.一种用于热成型板料的翻孔结构,包括板料主体(1),其特征在于,所述板料主体(1)上开设有第一孔(2),所述第一孔(2)的边缘处开设有多个环形阵列分布的第二孔(3),相邻两个所述第二孔(3)之间形成直翻段(4),所述第二孔(3)在相邻两个所述直翻段(4)之间形成缺口(5)。
2.根据权利要求1所述的一种用于热成型板料的翻孔结构,其特征在于,所述第一孔(2)的尺寸为ф10mm。
3.根据权利要求1所述的一种用于热成型板料的翻孔结构,其特征在于,所述第二孔(3)的尺寸为ф3mm。
4.根据权利要求1所述的一种用于热成型板料的翻孔结构,其特征在于,所述第二孔(3)位于第一孔(2)的三等分处。
技术总结
本技术公开了一种用于热成型板料的翻孔结构,包括板料主体,所述板料主体上开设有第一孔,所述第一孔的边缘处开设有多个环形阵列分布的第二孔,相邻两个所述第二孔之间形成直翻段,所述第二孔在相邻两个所述直翻段之间形成缺口。本技术中,异形孔翻Ф14的孔,保留2mm翻孔直边,用于定位,改进后的异形孔保留了直翻段,由于增加了缺口,在零件冷却过程中,避免了圆孔卡料情况,不会在脱模的时候零件顶起变形。
技术研发人员:金牛,吴振,韩厚祥,徐庆
受保护的技术使用者:安徽新拓装备科技有限公司
技术研发日:20230828
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!