一种可快速定位自动纠偏的挤压穿孔针的制作方法
本技术属于挤压,具体是一种可快速定位自动纠偏的挤压穿孔针。
背景技术:
1、国内目前生产铝合金挤压无缝管材较为先进的方式是采用在线穿孔挤压技术,在线穿孔技术的难点就在于穿孔针的设计。而现有的在线穿孔挤压技术主要是将加热后的实心铸棒硬生生的进行刚性穿刺,穿孔针穿刺的中心影响着后续挤压管坯的壁厚偏心值,在线穿孔穿偏的铸棒将无法再使用,只能报废处理;
2、常规的操作是依靠操作者的经验值进行生产前以及生产过程中拆卸反复调整,从而严重造成产能的浪费,且调整时产生误差易造成产品壁厚偏心的问题,在中途反复调整穿孔针和产品的配合度易造成产品出现磕碰或粗糙度差的问题,从而严重影响无缝管材的合格率,同时操作者反复对高温穿孔针或产品进行拆卸大大增加了员工劳动强度,长期反复操作会造成安全隐患的发生,因此现急需发明一种可快速定位自动纠偏的挤压穿孔针来解决以上问题。
技术实现思路
1、本实用新型的目的是提供了一种可快速定位自动纠偏的挤压穿孔针,解决了上述所提出的穿孔针穿刺偏差造成后续挤压管坯的壁厚偏心度超标的问题,反复调整穿孔针角度造成产能浪费、合格率低以及安全隐患发生的问题。
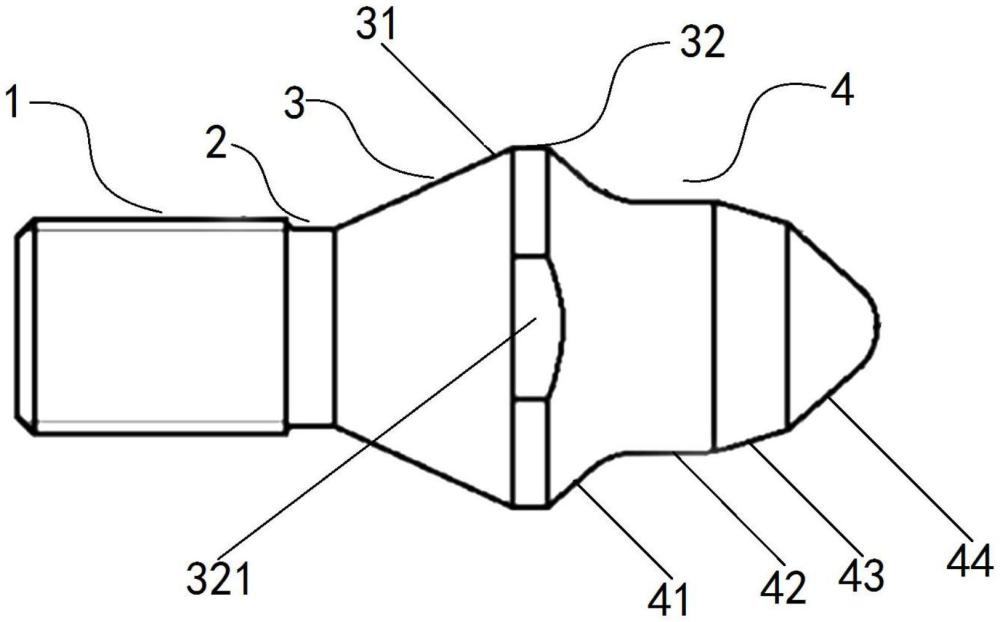
2、为解决上述技术问题,本实用新型提供了一种可快速定位自动纠偏的挤压穿孔针,所述挤压穿孔针穿设在挤压模具内,所述挤压穿孔针由依次设置的连接段、过渡段、导向段及纠偏段构成,所述连接段的端部连接有挤压机构,所述纠偏段用于纠正产品壁厚的偏心度,且其由第一锥形柱体、第一圆柱体、第二锥形柱体和第三锥形柱体组成,所述第二锥形柱体的锥度小于所述第一锥形柱体的锥度和第三锥形柱体的锥度。
3、进一步地,所述连接段与所述挤压机构之间通过螺纹连接。
4、进一步地,所述过渡段为第二圆柱体。
5、进一步地,所述导向段由从左至右依次设置的第四锥形柱体和第三圆柱体组成,所述第四锥形柱体的锥度小于所述第一锥形柱体的锥度,所述第四锥形柱体的小头端直径等于所述第二圆柱体的直径,所述第二圆柱体的直径小于所述连接段的螺纹外径,所述第三圆柱体的两侧对称设置有排压槽。
6、进一步地,所述第一圆柱体的宽度为18-22mm,所述第一锥形柱体与所述第一圆柱体的交接处设有r角。
7、进一步地,所述第一锥形柱体的锥度为88°-92°,所述第二锥形柱体的锥度为32°-36°。
8、进一步地,所述第三锥形柱体的小头端固定连接有球型头。
9、进一步地,所述第四锥形柱体的锥度为46°-52°。
10、本实用新型的有益效果:本实用新型纠偏段的设计,可以改善挤压时在线穿孔的一次穿刺成功率,提升后期挤压管坯的壁厚偏心度;纠偏段第一圆柱体宽度的设计减小了穿孔针穿刺工作段的长度,从而可以降低穿孔针与挤压模具之间50%的摩擦热量,且也能够有效地改善挤压管坯的表面质量,同时有效地提高了产品的挤压量;
11、纠偏段第二锥形柱体的锥度设计,使得第二锥形柱体在不影响穿刺强度的同时,更利于穿孔针在实心棒料中前进穿刺的精准度,在穿孔针穿破实心棒料后到达外模型腔位置后,纠偏段第一锥形柱体将与挤压外模匹配,从而可以有效地提高在线穿孔的一次穿刺成功率,提升挤压管坯的壁厚偏心度;
12、导向段第四锥形柱体的锥度设计,增大了穿孔针导向段的接触面积,有效地提高了穿孔针的稳定性,且两侧排压槽的设计有效地解决了穿孔针在穿刺过程中压力过大而造成推力不稳定的问题。
技术特征:
1.一种可快速定位自动纠偏的挤压穿孔针,所述挤压穿孔针穿设在挤压模具内,其特征在于,所述挤压穿孔针由依次设置的连接段(1)、过渡段(2)、导向段(3)及纠偏段(4)构成,所述连接段(1)的端部连接有挤压机构,所述纠偏段(4)用于纠正产品壁厚的偏心度,且其由第一锥形柱体(41)、第一圆柱体(42)、第二锥形柱体(43)和第三锥形柱体(44)组成,所述第二锥形柱体(43)的锥度小于所述第一锥形柱体(41)的锥度和第三锥形柱体(44)的锥度。
2.根据权利要求1所述的一种可快速定位自动纠偏的挤压穿孔针,其特征在于,所述连接段(1)与所述挤压机构之间通过螺纹连接。
3.根据权利要求1所述的一种可快速定位自动纠偏的挤压穿孔针,其特征在于,所述过渡段(2)为第二圆柱体。
4.根据权利要求3所述的一种可快速定位自动纠偏的挤压穿孔针,其特征在于,所述导向段(3)由从左至右依次设置的第四锥形柱体(31)和第三圆柱体(32)组成,所述第四锥形柱体(31)的锥度小于所述第一锥形柱体(41)的锥度,所述第四锥形柱体(31)的小头端直径等于所述第二圆柱体的直径,所述第二圆柱体的直径小于所述连接段(1)的螺纹外径,所述第三圆柱体(32)的两侧对称设置有排压槽(321)。
5.根据权利要求1所述的一种可快速定位自动纠偏的挤压穿孔针,其特征在于,所述第一圆柱体(42)的宽度为18-22mm,所述第一锥形柱体(41)与所述第一圆柱体(42)的交接处设有r角。
6.根据权利要求1所述的一种可快速定位自动纠偏的挤压穿孔针,其特征在于,所述第一锥形柱体(41)的锥度为88°-92°,所述第二锥形柱体(43)的锥度为32°-36°。
7.根据权利要求1所述的一种可快速定位自动纠偏的挤压穿孔针,其特征在于,所述第三锥形柱体(44)的小头端固定连接有球型头。
8.根据权利要求4所述的一种可快速定位自动纠偏的挤压穿孔针,其特征在于,所述第四锥形柱体(31)的锥度为46°-52°。
技术总结
本技术涉及挤压技术领域,具体公开了一种可快速定位自动纠偏的挤压穿孔针,挤压穿孔针穿设在挤压模具内,挤压穿孔针由依次设置的连接段、过渡段、导向段及纠偏段构成,连接段的端部连接有挤压机构,纠偏段用于纠正产品壁厚的偏心度,且其由第一锥形柱体、第一圆柱体、第二锥形柱体和第三锥形柱体组成,第二锥形柱体的锥度小于第一锥形柱体的锥度和第三锥形柱体的锥度。本技术纠偏段的设计,可以改善挤压时在线穿孔的一次穿刺成功率,提升后期挤压管坯的壁厚偏心度;纠偏段第一圆柱体宽度的设计减小了穿孔针穿刺工作段的长度,从而可以降低穿孔针与挤压模具之间50%的摩擦热量,且也能够有效地改善挤压管坯的表面质量。
技术研发人员:陈仁春,刘新华,李其荣,浦俭英
受保护的技术使用者:亚太轻合金(南通)科技有限公司
技术研发日:20230828
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!