一种汽车车厢瓦楞板冲压快速定位装置的制作方法
本技术涉及瓦楞板加工,更具体地说,特别涉及一种汽车车厢瓦楞板冲压快速定位装置。
背景技术:
1、瓦楞板形状规则,强度高,可作为车厢箱体制件;目前,瓦楞板的成型工艺大都采用油压机进行冲压生产,而在瓦楞板冲压加工的过程中,通常需要对未冲压的板材进行多点侧压固定,而多点的定位装置会对冲压设备的冲压动作产生干涉。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种汽车车厢瓦楞板冲压快速定位装置,以解决在瓦楞板冲压加工的过程中,通常需要对未冲压的板材进行多点侧压固定,而多点的定位装置会对冲压设备的冲压动作产生干涉的问题。
2、本实用新型汽车车厢瓦楞板冲压快速定位装置的目的与功效,由以下具体技术手段所达成:
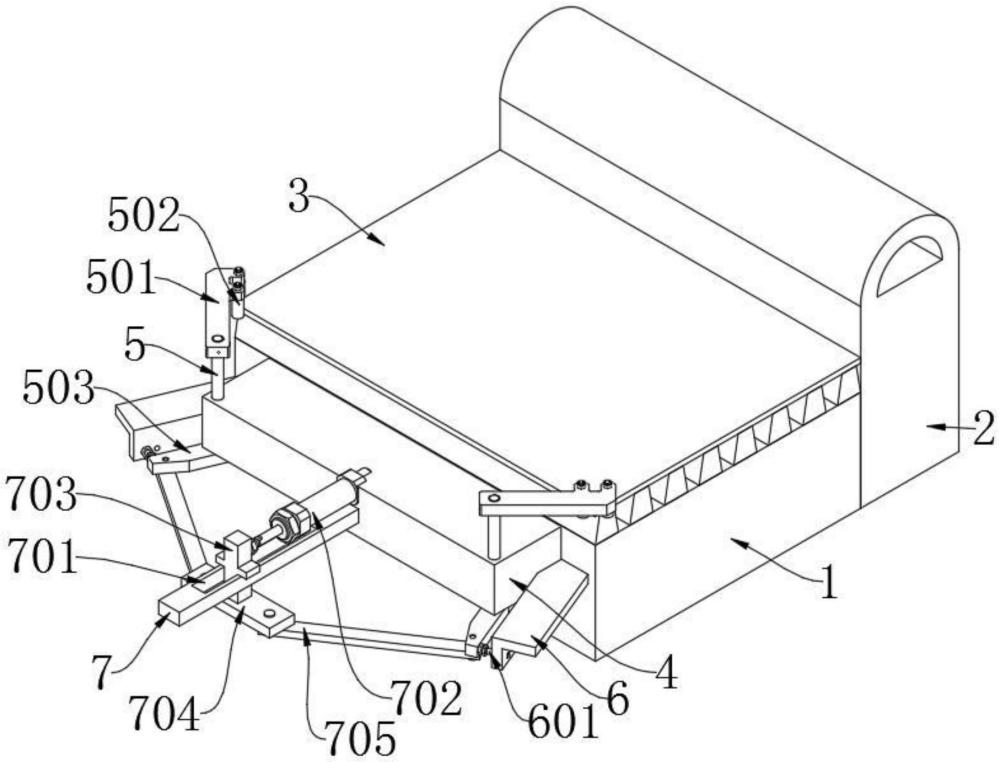
3、一种汽车车厢瓦楞板冲压快速定位装置,包括:瓦楞板冲压下模;所述瓦楞板冲压下模的后端固定安装有后挡板;所述瓦楞板冲压下模的上端放置有瓦楞板;所述瓦楞板冲压下模的前端侧壁上固定对接有定位座;所述定位座的左右两端分别转动安装有定位轴杆;所述定位座的左右两端分别对接有倾斜的止挡板;所述定位座的前端中部垂直对接有快速定位架。
4、进一步的,所述瓦楞板冲压下模的上端设有与瓦楞板冲压相适应的凸起。
5、进一步的,所述后挡板的上端为圆柱状结构。
6、进一步的,所述定位轴杆的上端垂直固定连接有夹紧臂,夹紧臂的末端固定安装有两个竖向的夹柱,两个夹柱之间留有间隙,夹柱的下端与瓦楞板冲压下模的上端相平齐,定位轴杆的下端垂直固定连接有推动臂。
7、进一步的,所述止挡板的末端垂直设有止挡对位柱,止挡对位柱与推动臂的末端位置相对应。
8、进一步的,所述快速定位架的中部开设有上下贯穿的活动条孔;所述快速定位架顶部的后端纵向固定安装有定位电动气缸,定位电动气缸的活塞杆末端垂直固定连接有十字状的定向块,定向块滑动卡接在活动条孔中,定向块的下端垂直固定连接有连接板,连接板的左右两端分别通过销轴转动连接有连接臂,连接臂的另一端与推动臂的末端通过销轴转动相连接。
9、与现有技术相比,本实用新型具有如下有益效果:
10、本实用新型中连接板的左右两端分别通过销轴转动连接有连接臂,连接臂的另一端与推动臂的末端通过销轴转动相连接,当瓦楞板放置在瓦楞板冲压下模上时,定位电动气缸带动定向块后移,可通过连接臂带动推动臂旋转,推动臂带动定位轴杆,使得夹紧臂旋转,通过夹柱分别将瓦楞板边角的两个侧壁相挤压夹紧,从而与后挡板相配合,达到三点固定瓦楞板的效果,左右两个定位轴杆始终同步动作,可保证瓦楞板始终处于中部对准的状态,达到高效快速、精确控制的目的。
11、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种汽车车厢瓦楞板冲压快速定位装置,其特征在于:包括瓦楞板冲压下模(1);所述瓦楞板冲压下模(1)的后端固定安装有后挡板(2);所述瓦楞板冲压下模(1)的上端放置有瓦楞板(3);所述瓦楞板冲压下模(1)的前端侧壁上固定对接有定位座(4);所述定位座(4)的左右两端分别转动安装有定位轴杆(5);所述定位座(4)的左右两端分别对接有倾斜的止挡板(6);所述定位座(4)的前端中部垂直对接有快速定位架(7)。
2.如权利要求1所述一种汽车车厢瓦楞板冲压快速定位装置,其特征在于:所述瓦楞板冲压下模(1)的上端设有与瓦楞板(3)冲压相适应的凸起。
3.如权利要求1所述一种汽车车厢瓦楞板冲压快速定位装置,其特征在于:所述后挡板(2)的上端为圆柱状结构。
4.如权利要求1所述一种汽车车厢瓦楞板冲压快速定位装置,其特征在于:所述定位轴杆(5)的上端垂直固定连接有夹紧臂(501),夹紧臂(501)的末端固定安装有两个竖向的夹柱(502),两个夹柱(502)之间留有间隙,夹柱(502)的下端与瓦楞板冲压下模(1)的上端相平齐,定位轴杆(5)的下端垂直固定连接有推动臂(503)。
5.如权利要求1所述一种汽车车厢瓦楞板冲压快速定位装置,其特征在于:所述止挡板(6)的末端垂直设有止挡对位柱(601),止挡对位柱(601)与推动臂(503)的末端位置相对应。
6.如权利要求1所述一种汽车车厢瓦楞板冲压快速定位装置,其特征在于:所述快速定位架(7)的中部开设有上下贯穿的活动条孔(701);所述快速定位架(7)顶部的后端纵向固定安装有定位电动气缸(702),定位电动气缸(702)的活塞杆末端垂直固定连接有十字状的定向块(703),定向块(703)滑动卡接在活动条孔(701)中,定向块(703)的下端垂直固定连接有连接板(704),连接板(704)的左右两端分别通过销轴转动连接有连接臂(705),连接臂(705)的另一端与推动臂(503)的末端通过销轴转动相连接。
技术总结
本技术提供一种汽车车厢瓦楞板冲压快速定位装置,涉及瓦楞板加工技术领域,以解决在瓦楞板冲压加工的过程中,通常需要对未冲压的板材进行多点侧压固定,而多点的定位装置会对冲压设备的冲压动作产生干涉的问题;包括:瓦楞板冲压下模;所述瓦楞板冲压下模的后端固定安装有后挡板;所述瓦楞板冲压下模的上端放置有瓦楞板;所述瓦楞板冲压下模的前端侧壁上固定对接有定位座;本技术通过夹柱分别将瓦楞板边角的两个侧壁相挤压夹紧,从而与后挡板相配合,达到三点固定瓦楞板的效果,左右两个定位轴杆始终同步动作,可保证瓦楞板始终处于中部对准的状态,达到高效快速、精确控制的目的。
技术研发人员:任传江,尚从启,张扬扬,周敉
受保护的技术使用者:十堰欣俊江工贸有限公司
技术研发日:20230828
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!