热连轧板带生产线粗轧立辊新型组合式辊形的制作方法
本技术涉及热轧生产,尤其涉及热连轧板带生产线粗轧立辊新型组合式辊形。
背景技术:
1、热连轧板带生产线粗轧机组的立辊轧机是轧线的必备设备,一般采用平辊形,且与平辊轧机形成连轧,因轧制的板坯宽厚比比较大,易造成板坯在两个立辊间产生倾翻,使中间坯产生头尾乃至通条超宽缺陷,也会使中间坯造成对中跑偏,产生楔形超差,平坦度劣化等缺陷,甚至在精轧阶段废钢率升高。
技术实现思路
1、本实用新型提供热连轧板带生产线粗轧立辊新型组合式辊形,为了解决热连轧板带轧制过程中因板坯宽厚比超大、易倾翻而产生超宽的技术难题,本实用新型采用圆锥辊形加箱型孔轧槽辊形的新型锥-孔组合式辊形立辊,加大立辊与板坯之间的摩擦力,减少轧制超宽变形,利用锥形面对板坯的压力,减少倾覆力,防止轧制过程中板坯倾翻,锥形辊面和箱型孔轧槽辊面之间的阶梯形轧槽同样起到防止倾翻的情况发生。
2、为了达到上述目的,本实用新型采用以下技术方案实现:
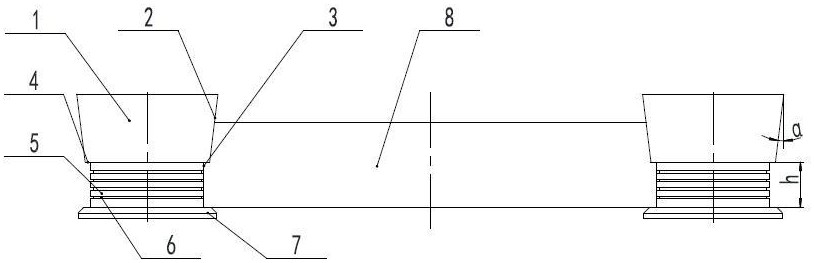
3、热连轧板带生产线粗轧立辊新型组合式辊形,包括上部圆锥辊形和下部箱型孔轧槽辊形,所述的圆锥辊形呈倒圆锥形,设置在立辊的上部,圆锥辊形的下方设置箱型孔轧槽辊形,箱型孔轧槽辊形和圆锥辊形连接位置形成一个向内的阶梯形轧槽,所述的箱型孔轧槽辊形中间位置设置三段辊环,每段辊环之间设置凹槽,所述的箱型孔轧槽辊形下方设置底座。
4、进一步的,所述的圆锥辊形圆锥压力角α为4°~10°。
5、进一步的,所述的箱型孔轧槽辊形的高度h为粗轧末次板厚加上20~30mm。
6、进一步的,所述的阶梯形轧槽深度4~8mm。
7、进一步的,所述的三段辊环位置辊直径和箱型孔轧槽辊形辊直径相同。
8、进一步的,所述的凹槽槽深2~4mm,凹槽高2~3mm。
9、与现有技术相比,本实用新型的有益效果是:
10、使用这组辊形适用于轧制不同宽度规格的粗轧机组,使板坯倾翻得到有效控制,立辊对板坯起到控宽与对中的作用,减轻板坯轧制过程中的楔形超差和翘边等问题,大幅度降低宽度超宽现象,提高宽度精度,提高楔形精度,保证平坦度,防止废钢产生。
技术特征:
1.热连轧板带生产线粗轧立辊新型组合式辊形,其特征在于,包括上部圆锥辊形和下部箱型孔轧槽辊形,所述的圆锥辊形呈倒圆锥形,设置在立辊的上部,圆锥辊形的下方设置箱型孔轧槽辊形,箱型孔轧槽辊形和圆锥辊形连接位置形成一个向内的阶梯形轧槽,所述的箱型孔轧槽辊形中间位置设置三段辊环,每段辊环之间设置凹槽,所述的箱型孔轧槽辊形下方设置底座。
2.根据权利要求1所述的热连轧板带生产线粗轧立辊新型组合式辊形, 其特征在于,所述的圆锥辊形圆锥压力角α为4°~10°。
3.根据权利要求1所述的热连轧板带生产线粗轧立辊新型组合式辊形, 其特征在于,所述的箱型孔轧槽辊形的高度h为粗轧末次板厚加上20~30mm。
4.根据权利要求1所述的热连轧板带生产线粗轧立辊新型组合式辊形, 其特征在于,所述的阶梯形轧槽深度4~8mm。
5.根据权利要求1所述的热连轧板带生产线粗轧立辊新型组合式辊形, 其特征在于,所述的三段辊环位置辊直径和箱型孔轧槽辊形辊直径相同。
6.根据权利要求1所述的热连轧板带生产线粗轧立辊新型组合式辊形, 其特征在于,所述的凹槽槽深2~4mm,凹槽高2~3mm。
技术总结
热连轧板带生产线粗轧立辊新型组合式辊形,包括上部圆锥辊形和下部箱型孔轧槽辊形,所述的圆锥辊形呈倒圆锥形,设置在立辊的上部,圆锥辊形的下方设置箱型孔轧槽辊形,箱型孔轧槽辊形和圆锥辊形连接位置形成一个向内的阶梯形轧槽,所述的箱型孔轧槽辊形中间位置设置三段辊环,每段辊环之间设置凹槽,所述的箱型孔轧槽辊形下方设置底座,本技术的有益效果:适用于轧制不同宽度规格的粗轧机组,使板坯倾翻得到有效控制,立辊对板坯起到控宽与对中的作用,减轻板坯轧制过程中的楔形超差和翘边等问题,大幅度降低宽度超宽现象,提高宽度精度,提高楔形精度,保证平坦度,防止废钢产生。
技术研发人员:赵铁援,丛志宇,宁生龙,李诚,杨硕,于朋,魏秀东,刘博,李万涛
受保护的技术使用者:鞍钢集团朝阳钢铁有限公司
技术研发日:20230828
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!