一种罐口螺牙成型模具的制作方法
本技术涉及瓶罐加工,具体涉及到一种罐口螺牙成型模具。
背景技术:
1、金属罐在我们日常生活和生产中被大量使用,金属罐的优点非常明显,密封性非常好,能抗较高的内压,可以保证金属罐内的产品不易过期,在金属罐的生产过程何总,罐身和罐盖是分开生产的,最后再组装在一起,罐身和罐盖通常是采用螺纹连接。中国专利授权公告号cn208790141公开了带螺口的异形罐,通过在罐身的上缩颈部设置间断的螺口,让罐盖与罐身之间还能形成可靠的二次密封,从而延长罐内食品的保质期。目前对罐口上的螺牙一般都是通过内模与外模滚压成型,对于间断的螺牙需要滚压多次,导致螺牙呈间断设置的螺纹罐生产效率不高。
技术实现思路
1、为克服背景技术的不足,本实用新型提供了一种罐口螺牙成型模具,解决了目前螺牙呈间断设置的螺纹罐生产效率不高的问题。
2、本实用新型采用的技术方案如下:
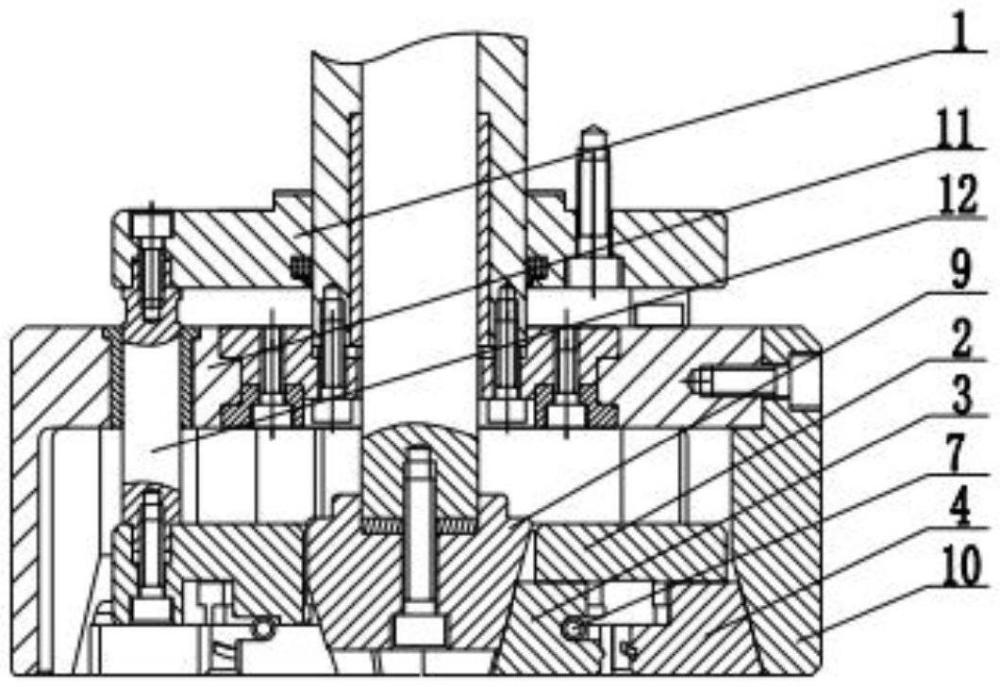
3、一种罐口螺牙成型模具,包括固定座,所述固定座安装有模座,所述模座的周向均布有一一对应的内模以及外模,所述模座分别设有用于与内模配合的一号滑槽以及用于与外模配合的二号滑槽,所述内模与模座之间设有一号弹性复位件,所述外模与模座之间设有二号弹性复位件,所述模座的中心设有用于与内模配合一号斜压块,所述模座的外侧设有用于与外模配合的二号斜压块,所述一号斜压块与二号斜压块为独立升降。
4、所述一号滑槽与二号滑槽均为t型槽。
5、所述模座的外侧设有用于连接二号斜压块的安装套,所述固定座与模座之间设有导杆,所述安装套设有用于与导杆配合的导向套。
6、所述安装套的周向设有用于与二号斜压块配合的缺口。
7、所述内模的外侧面设有弧形槽,所有所述弧形槽构成环形槽,所述一号弹性复位件为安装在环形槽的环形弹簧。
8、所述外模朝向模座一面的两侧设有凸起部,所述二号滑槽的两侧设有用于与凸起部对应的凹槽,所述二号弹性复位件设置在凸起部与凹槽之间。
9、所述模座的底面包括用于与内模顶面接触的一号面以及与内模顶面留有间距的二号面。
10、本实用新型的有益效果是:
11、通过让一号斜压块作用内模,二号斜压块作用外模,使内模沿着一号滑槽,外模沿着二号滑槽相对移动,内模与外模相互配合进而对罐口上的螺牙进行一次成型,当一号斜压块与二号斜压块复位后,一号弹性复位件、二号弹性复位件分别带动内模、外模复位,同时一号斜压块与二号斜压块为独立升降,通过调整一号斜压块与二号斜压块下降距离,可以对不同的尺寸的罐体进行螺牙成型,该模具不仅可以有效提高生产效率而且通用性好。
技术特征:
1.一种罐口螺牙成型模具,包括固定座(1),其特征在于:所述固定座(1)安装有模座(2),所述模座(2)的周向均布有一一对应的内模(3)以及外模(4),所述模座(2)分别设有用于与内模(3)配合的一号滑槽(5)以及用于与外模(4)配合的二号滑槽(6),所述内模(3)与模座(2)之间设有一号弹性复位件(7),所述外模(4)与模座(2)之间设有二号弹性复位件(8),所述模座(2)的中心设有用于与内模(3)配合一号斜压块(9),所述模座(2)的外侧设有用于与外模(4)配合的二号斜压块(10),所述一号斜压块(9)与二号斜压块(10)为独立升降。
2.如权利要求1所述的一种罐口螺牙成型模具,其特征在于:所述一号滑槽(5)与二号滑槽(6)均为t型槽。
3.如权利要求1所述的一种罐口螺牙成型模具,其特征在于:所述模座(2)的外侧设有用于连接二号斜压块(10)的安装套(11),所述固定座(1)与模座(2)之间设有导杆(12),所述安装套(11)设有用于与导杆(12)配合的导向套(13)。
4.如权利要求3所述的一种罐口螺牙成型模具,其特征在于:所述安装套(11)的周向设有用于与二号斜压块(10)配合的缺口(14)。
5.如权利要求1所述的一种罐口螺牙成型模具,其特征在于:所述内模(3)的外侧面设有弧形槽(15),所有所述弧形槽(15)构成环形槽,所述一号弹性复位件(7)为安装在环形槽的环形弹簧。
6.如权利要求1所述的一种罐口螺牙成型模具,其特征在于:所述外模(4)朝向模座一面的两侧设有凸起部(16),所述二号滑槽(6)的两侧设有用于与凸起部(16)对应的凹槽(17),所述二号弹性复位件(8)设置在凸起部(16)与凹槽(17)之间。
7.如权利要求1所述的一种罐口螺牙成型模具,其特征在于:所述模座(2)的底面包括用于与内模(3)顶面接触的一号面(18)以及与内模(3)顶面留有间距的二号面(19)。
技术总结
本技术提供了一种罐口螺牙成型模具,解决了目前螺牙呈间断设置的螺纹罐生产效率不高的问题。其特征在于:固定座安装有模座,模座的周向均布有一一对应的内模以及外模,模座设有一号滑槽以及二号滑槽,内模与模座之间设有一号弹性复位件,外模与模座之间设有二号弹性复位件,模座的中心设有一号斜压块,模座的外侧设有二号斜压块,所述一号斜压块与二号斜压块为独立升降。通过让一号斜压块、二号斜压块分别作用内模、外模,使内模与外模相对移动,内模与外模相互配合对罐口上的螺牙进行一次成型,同时一号斜压块与二号斜压块为独立升降,通过调整一号斜压块与二号斜压块下降距离,可以对不同的尺寸的罐体进行螺牙成型。
技术研发人员:请求不公布姓名
受保护的技术使用者:浙江金鹰食品机械有限公司
技术研发日:20230828
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!