可替换式装夹工装的制作方法
本技术涉及加工工装领域,尤其涉及一种可替换式装夹工装。
背景技术:
1、工件在加工时,使用工装对工件进行固定能够保持工件稳定,提高加工精度,但是在工件加工完后,需要在工装上更换待加工的工件,工件加工的间隔时间较长,降低了工件加工效率。
2、申请号为“202020828771.0”,专利名称为“一种通用组合替换工装”,公开日为“2021.01.19”,就公开了一种替换工装提高加工工件的效率。但是,现有的替换工装不能快速地更换工装,并保证工装的位置状态稳定,提高工作加工效率的同时保证加工精度。
3、所以,现急需一种可替换式装夹工装提高工作加工效率的同时保证加工精度。
技术实现思路
1、为克服相关技术中存在的问题,本实用新型实施例提供一种可替换式装夹工装,用以解决现有的工装快速更换后难以保证工装位置稳定的技术问题。
2、根据本实用新型实施例,提供一种可替换式装夹工装,包括:
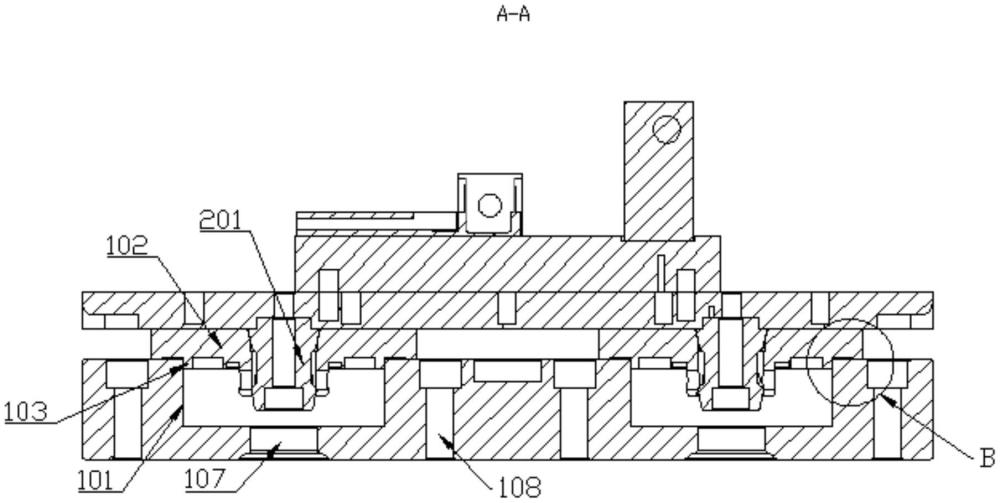
3、用于固定在机床上的底座;底座上开设有至少两个固定槽,固定槽内均设置有卡盘;卡盘上设置有与固定槽内轮廓相匹配的内环,且卡盘底部设置有凸台;凸台的底面平齐且与底座顶面相接触;
4、设置在底座上的替换座;替换座下端面设置有至少两个插接销,插接销的外周面开设有卡槽,卡槽用于卡接卡盘;
5、用于固定工件的安装座;安装座设置在替换座上方,安装座上端面设置有用于定位工件的定位装置。
6、在一些实施例中,卡盘的上顶面具有环形台,环形台的顶面与凸台的底面平行,且环形台与替换座底面相接触。
7、在一些实施例中,卡盘中心轴位置开设有通过孔,通过孔用于容纳插接销。
8、在一些实施例中,通过孔的上部直径大于下部直径,插接销上部直径大于下部直径;通过孔的上部与插接销的上部相匹配。
9、在一些实施例中,通过孔的上部为锥形,插接销的上部也为锥形。
10、在一些实施例中,定位装置包括设置在安装座上的水平定位凸台和竖直定位凸台。
11、在一些实施例中,竖直定位凸台通过支撑块设置在安装座上。
12、在一些实施例中,底座上还开设有至少两个连通孔,连通孔与固定槽一一对应;连通孔从底座下端面通向固定槽内。
13、在一些实施例中,替换座的两端均设置有把手。
14、在一些实施例中,底座上预留有用于螺栓安装在机床上的螺栓孔。
15、本实用新型的实施例提供的技术方案可以包括以下有益效果:
16、本申请通过将工件固定在安装座上,安装座固定在替换座上,在上一个工件加工时即可在下一个替换座的安装座上固定工件,当上一个工件加工完成后,只需更换替换座即可,减小工件加工的间隔时间,提高加工效率;而且替换座通过插接销与卡盘固定,连接快速,卡盘上设有与底座固定槽内壁相匹配的内环,使卡盘位置固定,且卡盘通过凸台压在底座上,保证了卡盘的水平,当替换座的插接销插入卡盘后,替换座压在卡盘上,位置也能够固定及水平,减小了更换替换座后带来的工件加工误差。
17、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本实用新型。
技术特征:
1.一种可替换式装夹工装,其特征在于,包括:
2.根据权利要求1所述的可替换式装夹工装,其特征在于,所述卡盘的上顶面具有环形台,所述环形台的顶面与所述凸台的底面平行,且环形台与替换座底面相接触。
3.根据权利要求1所述的可替换式装夹工装,其特征在于,所述卡盘中心轴位置开设有通过孔,所述通过孔用于容纳所述插接销。
4.根据权利要求3所述的可替换式装夹工装,其特征在于,所述通过孔的上部直径大于下部直径,所述插接销上部直径大于下部直径;所述通过孔的上部与所述插接销的上部相匹配。
5.根据权利要求4所述的可替换式装夹工装,其特征在于,所述通过孔的上部为锥形,所述插接销的上部也为锥形。
6.根据权利要求1所述的可替换式装夹工装,其特征在于,所述定位装置包括设置在所述安装座上的水平定位凸台和竖直定位凸台。
7.根据权利要求6所述的可替换式装夹工装,其特征在于,所述竖直定位凸台通过支撑块设置在所述安装座上。
8.根据权利要求1所述的可替换式装夹工装,其特征在于,所述底座上还开设有至少两个连通孔,所述连通孔与所述固定槽一一对应;所述连通孔从所述底座下端面通向所述固定槽内。
9.根据权利要求1-8任一项所述的可替换式装夹工装,其特征在于,所述替换座的两端均设置有把手。
10.根据权利要求1-8任一项所述的可替换式装夹工装,其特征在于,所述底座上预留有用于螺栓安装在机床上的螺栓孔。
技术总结
本技术是关于一种可替换式装夹工装,包括底座、替换座和安装座;底座上开设有至少两个固定槽,固定槽内均设置有卡盘;卡盘上设置有与固定槽内轮廓相匹配的内环,且卡盘底部设置有凸台;凸台的底面平齐且与底座顶面相接触;替换座下端面设置有至少两个插接销,插接销的外周面开设有卡槽,卡槽用于卡接卡盘;安装座上端面设置有用于定位工件的定位装置。本申请当上一个工件加工完成后,只需更换替换座即可,减小工件加工的间隔时间,提高加工效率;而且替换座通过插接销与卡盘固定,连接快速,卡盘上设有与底座固定槽内壁相匹配的内环,使卡盘位置固定,且卡盘通过凸台压在底座上,保证了卡盘的水平,减小了更换替换座后带来的工件加工误差。
技术研发人员:汪时安
受保护的技术使用者:宁波睿辰金属制品有限公司
技术研发日:20230828
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!