电池压装预焊模组和电池加工装置的制作方法
本技术涉及电池加工,特别涉及一种电池压装预焊模组和电池加工装置。
背景技术:
1、随着电子产品日益小型化,便携化,电池的运用越来越广泛,在现代社会生活中的各个方面发挥着很大的作用。电池包括壳体、电池顶盖以及电芯,壳体中具有上端开口的腔体,电池顶盖封盖在壳体的上端开口上,电池顶盖与壳体之间则包围形成电池的内腔,在该内腔中可以放置电芯。为了实现电池的功能,需要将电池顶盖与电芯直接进行连接,一般情况下,通过集电片进行连接。电芯需要与电池顶盖连接时,则是将电芯的延伸段通过极耳与电池顶盖连接。入壳机是用于将在组装段的电芯输入铝壳内的设备,电池模组在进行生产过程中不同电池之间需要通过连接片进行电极柱的焊接。现有技术中,电池模组在进行焊接时往往直接将电池放置于激光焊接设备中进行焊接作业,由于电池位置放置不固定,往往出现焊接不牢固、焊接位置偏离预定部位、焊接效率低及焊接成品率低的问题,压装过程中电池的损耗较大,提高了生产成本。
技术实现思路
1、本实用新型实施例提供一种电池压装预焊模组和电池加工装置,能够有利于减少压装过程中电池的损耗,并且有利于提升在预焊过程中定位电池的准确性,有利于提升电池压装预焊的工作效率,降低生产成本。
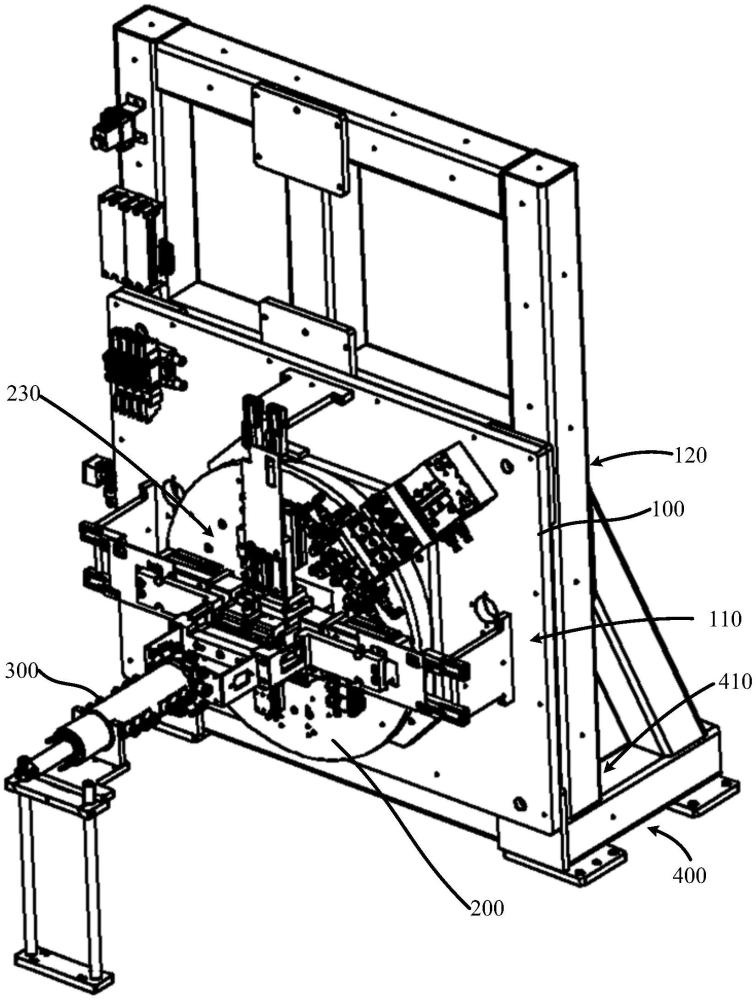
2、第一方面,本实用新型实施例提供一种电池压装预焊模组,电池压装预焊模组包括:安装平台以及焊接机构。安装平台包括第一安装平面。焊接机构设置于第一安装平面。焊接机构包括平台板、入壳拉口组件以及电池定位组件。平台板平行设置于第一安装平面表面,入壳拉口组件、电池定位组件设置于平台板表面。入壳拉口组件包括第一安装座以及吸附件,吸附件设置于第一安装座并能够沿第一安装座往复运动,吸附件能够吸附目标电池外壳。定位组件定位目标电池外壳使得目标电池位于目标压装预焊工作区域内。
3、本实用新型技术方案通过采用设置电池定位组件在压装预焊的过程中对目标电池进行定位,通过吸附件吸附目标电池外壳,在吸附件伸出的过程中使得目标电池外壳的形状改变,有利于减少压装过程中电池的损耗,并且有利于提升在预焊过程中定位电池的准确性,有利于提升电池压装预焊的工作效率,降低生产成本。
4、根据本实用新型第一方面的前述实施方式,吸附件包括收缩状态以及伸出状态。在收缩状态,电池外壳内凹,吸附件与电池外壳分离;在伸出状态,吸附件的吸附面伸出并吸附电池外壳使得电池外壳外扩。本实用新型技术方案通过采用设置吸附件吸附目标电池外壳,在吸附件伸出的过程中使得目标电池外壳的形状改变,有利于减少压装过程中电池的损耗,并且有利于提升在预焊过程中定位电池的准确性,有利于提升电池压装预焊的工作效率,降低生产成本。
5、根据本实用新型第一方面的前述实施方式,入壳拉口组件还包括第一驱动件。第一驱动件设置于第一安装座,第一驱动件驱动吸附件沿第一安装座作往复运动并切换于收缩状态以及伸出状态。
6、根据本实用新型第一方面的前述实施方式,电池定位组件包括:第一定位组件以及第二定位组件。第一定位组件包括第二驱动件以及第一定位支架,第二驱动件驱动第一定位支架运动,第一驱动件设置于平台板并与第一安装座平行设置,第一定位支架设置于第一安装座下方。第二定位组件包括第三驱动件以及第二定位支架,第三驱动件驱动第二定位支架运动,第三驱动件设置于平台板且与第二驱动件垂直设置,第二定位件设置于第一安装座下方且与第一定位支架互相垂直。本实用新型技术方案通过采用设置电池定位组件在压装预焊的过程中对目标电池进行定位,有利于提升在预焊过程中定位电池的准确性,有利于提升电池压装预焊的工作效率。
7、根据本实用新型第一方面的前述实施方式,在收缩状态以及伸出状态,第一定位组件、第二定位组件夹持电池外壳。第一定位组件为电池长边定位组件,第二定位组件为电池短边定位组件。
8、根据本实用新型第一方面的前述实施方式,吸附件为吸盘。第一驱动件、第二驱动件、第三驱动件为滑台驱动气缸。
9、根据本实用新型第一方面的前述实施方式,焊接机构还包括限位组件。限位组件包括:第二安装座以及限位件,第二安装座与第三驱动件平行设置。限位件设置于第二安装座,限位件能够限位电池于目标压装预焊工作区域内。本实用新型技术方案通过采用设置限位组件在压装预焊的过程中对目标电池进行限位,有利于提升在预焊过程中目标电池位置的准确性,有利于提升电池压装预焊的工作效率。
10、根据本实用新型第一方面的前述实施方式,电池压装预焊模组还包括:电滑环组件。电滑环组件垂直于安装平台设置,电滑环组件一端与焊接机构抵接。
11、根据本实用新型第一方面的前述实施方式,安装平台还包括第二安装平面。电池压装预焊模组还包括:支撑组件。支撑组件设置于第二安装平面,支撑组件包括直角支撑结构。
12、第二方面,本实用新型实施例提供一种电池加工装置,电池加工装置包括根据本实用新型第一方面的前述任一实施方式的电池压装预焊模组以及上料模组和下料模组。上料模组能够输送目标电池至电池压装预焊模组内,下料模组能够将加工完成的电池运输至电池压装预焊模组外。
13、本实用新型技术方案通过上料模组将目标电池输送至电池压装预焊模组内,在电池压装预焊模组内电池定位组件在压装预焊的过程中对目标电池进行定位,通过吸附件吸附目标电池外壳,在吸附件伸出的过程中使得目标电池外壳的形状改变,通过下料模组将压装预焊后的电池由电池压装预焊模组内输送出至其他工作区域,有利于减少压装过程中电池的损耗,并且有利于提升在预焊过程中定位电池的准确性,有利于提升电池压装预焊的工作效率。
技术特征:
1.一种电池压装预焊模组,其特征在于,所述电池压装预焊模组包括:
2.如权利要求1所述的电池压装预焊模组,其特征在于,所述吸附件包括收缩状态以及伸出状态,在所述收缩状态,电池外壳内凹,所述吸附件与电池外壳分离;在所述伸出状态,所述吸附件的吸附面伸出并吸附电池外壳使得电池外壳外扩。
3.如权利要求2所述的电池压装预焊模组,其特征在于,所述入壳拉口组件还包括第一驱动件,所述第一驱动件设置于所述第一安装座,所述第一驱动件驱动所述吸附件沿所述第一安装座作往复运动并切换于所述收缩状态以及伸出状态。
4.如权利要求3所述的电池压装预焊模组,其特征在于,所述电池定位组件包括:
5.如权利要求4中所述的电池压装预焊模组,其特征在于,在所述收缩状态以及所述伸出状态,所述第一定位组件、所述第二定位组件夹持电池外壳;所述第一定位组件为电池长边定位组件,所述第二定位组件为电池短边定位组件。
6.如权利要求4中所述的电池压装预焊模组,其特征在于,所述吸附件为吸盘,所述第一驱动件、所述第二驱动件、所述第三驱动件为滑台驱动气缸。
7.如权利要求4所述的电池压装预焊模组,其特征在于,所述焊接机构还包括限位组件,所述限位组件包括:
8.如权利要求7所述的电池压装预焊模组,其特征在于,所述电池压装预焊模组还包括:
9.如权利要求7所述的电池压装预焊模组,其特征在于,所述安装平台还包括第二安装平面,所述电池压装预焊模组还包括:
10.一种电池加工装置,其特征在于,所述电池加工装置包括:
技术总结
本技术公开一种电池压装预焊模组和电池加工装置,其中,电池压装预焊模组包括:安装平台以及焊接机构,安装平台包括第一安装平面,焊接机构设置于第一安装平面,焊接机构包括平台板、入壳拉口组件以及电池定位组件,平台板平行设置于第一安装平面表面,入壳拉口组件、电池定位组件设置于平台板表面,入壳拉口组件包括第一安装座以及吸附件,吸附件设置于第一安装座并能够沿第一安装座往复运动,吸附件能够吸附目标电池外壳,电池定位组件定位目标电池外壳使得目标电池位于目标压装预焊工作区域内。本技术技术方案有利于减少压装过程中电池的损耗,并且有利于提升在预焊过程中定位电池的准确性,有利于提升电池压装预焊的工作效率。
技术研发人员:杨海涛,陶志斌
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:20230829
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!