一种储能电池箱焊接压紧工装的制作方法
本技术涉及电池箱装配工装,尤其是涉及一种储能电池箱焊接压紧工装。
背景技术:
1、模块化电池插箱结构包括插箱箱体和多个电芯模组,是储能系统中的重要组成部分。传统的电池插箱装配方法是将连接排与电芯之间连接,将模组之间组配完成后,再单独焊接,焊接完成后还需要进行总装,操作复杂。
2、目前,虽然已有焊接过程中的简易工装,可以实现模块之间的快速焊接,但是结构过于复杂,操作不便。
技术实现思路
1、本实用新型的目的是提供一种储能电池箱焊接压紧工装,可以实现连接排与电芯之间的稳定焊接,操作方便。
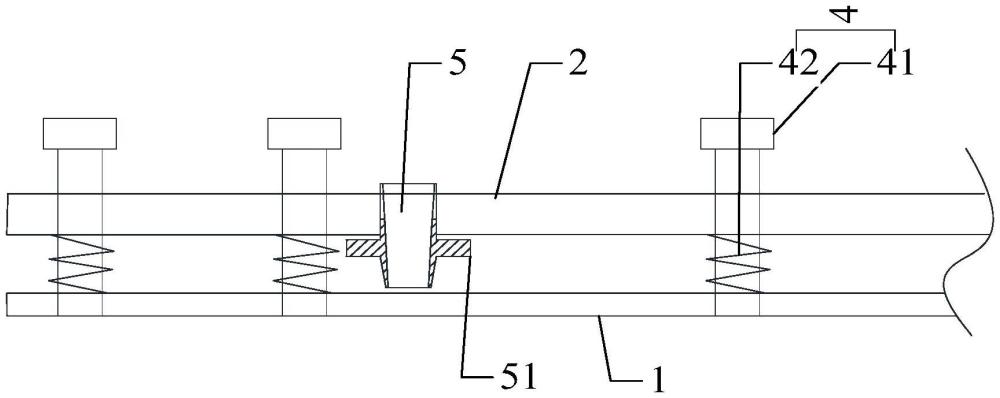
2、为实现上述目的,本实用新型提供了一种储能电池箱焊接压紧工装,包括定位板,设置于电池箱体上方;
3、压紧板,设置于定位板上方的连接排外侧;
4、所述压紧板上设有呈正六边形分布的连接孔,所述连接孔内设有向定位板方向连接的调节杆。
5、进一步地,所述定位板上设有与连接排上对应的通槽,所述压紧板上设有与通槽对应的一体式滑轨。
6、进一步地,所述滑轨内设有滑块,所述滑块的底部为倒置的等腰梯形结构,其顶部为柱形结构,其中部设有位于压紧板下方的限位盘。
7、进一步地,所述滑块内设有倒置的等腰梯形孔,所述滑块的材质为碳钢或不锈钢。
8、进一步地,所述调节杆包括螺杆和套设于螺杆外侧的压缩弹簧,所述压缩弹簧位于定位板、压紧板之间。
9、进一步地,所述螺杆、压缩弹簧的材质为碳钢或不锈钢,所述压紧板、定位板的材质为环氧树脂板或者电木板。
10、进一步地,所述定位板通过螺钉连接在电池箱体上。
11、本实用新型的压紧工装,不仅可以减少模块之间的焊接,提高工作效率,还能通过机床的机械手控制滑块位置,再通过外部激光焊枪对准滑块的孔,实现指定位置的焊接,操作方便。
技术特征:
1.一种储能电池箱焊接压紧工装,其特征在于:
2.根据权利要求1所述的一种储能电池箱焊接压紧工装,其特征在于:所述定位板上设有与连接排上对应的通槽,所述压紧板上设有与通槽对应的一体式滑轨。
3.根据权利要求2所述的一种储能电池箱焊接压紧工装,其特征在于:所述滑轨内设有滑块,所述滑块的底部为倒置的等腰梯形结构,其顶部为柱形结构,其中部设有位于压紧板下方的限位盘。
4.根据权利要求3所述的一种储能电池箱焊接压紧工装,其特征在于:所述滑块内设有倒置的等腰梯形孔,所述滑块的材质为碳钢或不锈钢。
5.根据权利要求1所述的一种储能电池箱焊接压紧工装,其特征在于:所述调节杆包括螺杆和套设于螺杆外侧的压缩弹簧,所述压缩弹簧位于定位板、压紧板之间。
6.根据权利要求5所述的一种储能电池箱焊接压紧工装,其特征在于:所述螺杆、压缩弹簧的材质为碳钢或不锈钢,所述压紧板、定位板的材质为环氧树脂板或者电木板。
7.根据权利要求1所述的一种储能电池箱焊接压紧工装,其特征在于:所述定位板通过螺钉连接在电池箱体上。
技术总结
本技术涉及电池箱装配工装技术领域,具体公开了一种储能电池箱焊接压紧工装,包括定位板,设置于电池箱体上方;压紧板,设置于定位板上方的连接排外侧;通过定位板连接在电池箱体后,再通过压紧板限制连接排的位置,为焊接提供准备。所述压紧板上设有呈正六边形分布的连接孔,所述连接孔内设有向定位板方向连接的调节杆,调节杆的设置提高连接排的整齐度。
技术研发人员:郑阳,陈亚兵,齐炜煜
受保护的技术使用者:北京宝光智中能源科技有限公司
技术研发日:20230830
技术公布日:2024/6/23
- 还没有人留言评论。精彩留言会获得点赞!