一种框架工件焊接工装的制作方法
本技术涉及变电站框架工件焊接,尤其涉及的是一种框架工件焊接工装。
背景技术:
1、框架工件是变电站中核心运行设备的重要部件,其作用是保障着各组部件间稳固运行的重要基础底架。通过框架工件实现将变电站的工件部件装配。因此,基于框架工件的使用用途,对框架工件的承载、加工精度、外观、焊接加工工艺等均具有极高的要求。
2、具体而言,由于框架的尺寸较大,且其主体结构形状包括主架部以及焊接在主架部上的多个安装板、连接板等结构。因此,对于异形结构的框架工件,在焊接过程中,需要保持其精准定位,一来避免焊接过程中,框架工件松动,二来提高焊接的精准性。
3、具体而言,由于框架工件的尺寸大,形状特异,在焊接过程中,框架难以定位,目前焊接时,将框架放置在工作架上保持其悬空状态,但是由于异形结构的框架需要保持精准性焊接,因此,采用常规、普适用的支撑工作架,并不能有效将该特定形状的框架工件进行支撑、锁紧。并且异形结构的框架工件其重心并不位于框架的中心位置,因此,焊接过程中,且形状为异性、不规则形状,导致其很容易松动,体现在实际焊接加工过程中,如侧边焊接处理中,框架容易与支撑的工作架之间发生滑移、侧翻等问题,导致焊接难以继续。且焊接过程中,基于其几何结构复杂的特点,焊接时,框架工件发生轻微偏移后,难以及时观察,导致焊接到末尾工序时,发现尺寸上存在偏差,整个焊接上的配件需要进行切割重新焊接。
4、上述技术缺陷的根部原因是,在焊接加工该种类型的框架工件,现有焊接加工所使用的工作架等支撑、定位结构其与工件之间的匹配性较差,未基于工件的几何特点进行牢固定位工件。
技术实现思路
1、本实用新型所要解决的技术问题在于提供了一种框架工件焊接工装。
2、本实用新型是通过以下技术方案解决上述技术问题的:
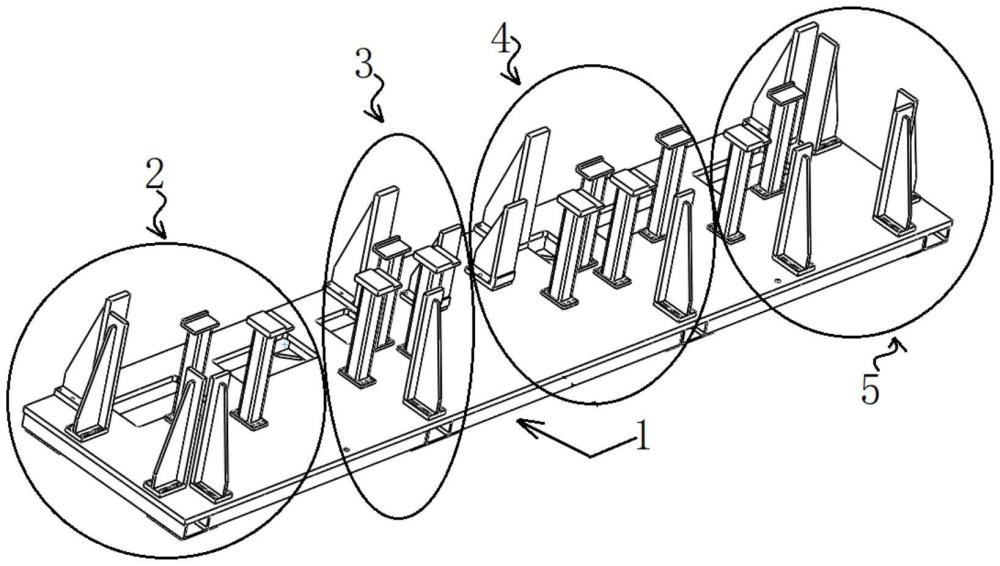
3、一种框架工件焊接工装,包括工装底座,所述工装底座的顶部两端设有定位框架工件两端端头部位的第一端头定位结构以及第二端头定位结构;
4、所述第一端头定位结构与第二端头定位结构之间设有定位框架工件中心位置的第一中心定位结构以及第二中心定位结构;
5、所述第一端头定位结构均包括固定装配在工装底座边缘位置的第一工件侧边抵触部件以及支撑工件的第一支撑部件;
6、所述第二端头定位结构包括固定装配在工装底座边缘位置的第二工件侧边抵触部件以及支撑工件的第二支撑部件;
7、所述第一中心定位结构包括固定装配在工装底座上的第三工件侧边抵触部件以及支撑工件的第三支撑部件;
8、所述第二中心定位结构包括固定装配在工装底座上的第四工件侧边抵触部件以及支撑工件的第四支撑部件。
9、优选地,所述第一工件侧边抵触部件包括固定连接在工装底座顶部左右两侧位置的第一抵触板以及第二抵触板;
10、所述第一工件侧边抵触部件还包括设置在第一抵触板折角位置的第三抵触板以及设置在第二抵触板折角位置的第四抵触板;
11、所述第三抵触板与第四抵触板左右两侧对称设置。
12、优选地,所述第一支撑部件包括位于第一抵触板前侧右方位置的第一支撑板;
13、所述第一支撑板的右侧前方位置固定装配连接有第二支撑板;
14、所述第一支撑板、第二支撑板的底部均固定连接有固定装配在工装底座顶部位置的装配立柱。
15、优选地,所述第二端头定位结构包括固定连接在工装底座顶部左右两侧位置的第五抵触板以及第六抵触板。
16、所述第二工件侧边抵触部件还包括设置在第五抵触板折角位置的第七抵触板以及设置在第六抵触板折角位置的第八抵触板;
17、所述第八抵触板的后侧设置有第九抵触板。
18、优选地所述第二支撑部件包括位于第五抵触板后侧右方位置的第三支撑板;
19、所述第三支撑板的后侧右方位置固定装配连接有第四支撑板;
20、所述第三支撑板、第四支撑板的底部均固定连接有固定装配在工装底座顶部位置的装配立柱。
21、优选地,所述第一中心定位结构设置在第一端头定位结构的前侧,所述第二中心定位结构设置在第二端头定位结构的后侧;
22、所述第一中心定位结构包括固定连接在工装底座顶部左右两侧位置的第一中心抵触板以及第二中心抵触板;
23、所述第一中心抵触板与第二中心抵触板交错设置,所述第一中心抵触板位于第二中心抵触板的左侧前方位置;
24、所述第一中心定位结构还包括设置在第一中心抵触板前侧右方位置的第三中心抵触板。
25、优选地,所述第三支撑部件包括位于第三中心抵触板右侧位置的第一中心支撑板;
26、所述第一中心支撑板的后侧设置有第二中心支撑板;
27、所述第二中心支撑板的左侧前方位置设置有第三中心支撑板,所述第一中心支撑板、第二中心支撑板、第三中心支撑板的底部均固定连接有安装立柱,所述安装立柱固定装配在工装底座的顶部。
28、优选地,所述第二中心定位结构包括固定连接在工装底座顶部左右两侧位置的第四中心抵触板以及第五中心抵触板;
29、所述第四中心抵触板与第五中心抵触板交错设置,所述第四中心抵触板位于第五中心抵触板的左侧前方位置;
30、所述第一中心定位结构还包括设置在第四中心抵触板后侧右方位置的第六中心抵触板。
31、优选地,所述第四支撑部件包括位于第六中心抵触板前侧位置的第四中心支撑板;
32、所述第四中心支撑板的右侧设置有第五中心支撑板;
33、所述第五中心支撑板的后方位置设置有第六中心支撑板,所述第四中心支撑板、第五中心支撑板、第六中心支撑板的底部均固定连接有安装立柱,所述安装立柱固定装配在工装底座的顶部。
34、本实用新型相比现有技术具有以下优点:
35、1、通过第一端头定位结构、第二端头定位结构以及第一端头定位结构与第二端头定位结构之间设有定位框架工件中心位置的第一中心定位结构以及第二中心定位结构。实现第一中心定位结构、第二中心定位结构用于将框架工件中心位置的前后两侧进行定位,第一端头定位结构、第二端头定位结构在框架工件的两端端头位置进行定位支撑。通过该方式实现以四段定位方式将工件充分定位,该方式大大降低了焊接过程中,框架工件松动、滑移导致焊接精度不高的缺陷。
36、2、通过第一端头定位结构、第二端头定位结构、第一中心定位结构、第二中心定位结构实现以侧边抵触的抵触板结构实现在框架工件的四周以侧边抵触方式定位,避免滑移,以底部支撑方式将工件支撑后悬空,大大降低了焊接加工的难度。
技术特征:
1.一种框架工件焊接工装,其特征在于,包括工装底座,所述工装底座的顶部两端设有定位框架工件两端端头部位的第一端头定位结构以及第二端头定位结构;
2.根据权利要求1所述的框架工件焊接工装,其特征在于,所述第一工件侧边抵触部件包括固定连接在工装底座顶部左右两侧位置的第一抵触板以及第二抵触板;
3.根据权利要求2所述的框架工件焊接工装,其特征在于,所述第一支撑部件包括位于第一抵触板前侧右方位置的第一支撑板;
4.根据权利要求1所述的框架工件焊接工装,其特征在于,所述第二端头定位结构包括固定连接在工装底座顶部左右两侧位置的第五抵触板以及第六抵触板
5.根据权利要求4所述的框架工件焊接工装,其特征在于,所述第二支撑部件包括位于第五抵触板后侧右方位置的第三支撑板;
6.根据权利要求1所述的框架工件焊接工装,其特征在于,所述第一中心定位结构设置在第一端头定位结构的前侧,所述第二中心定位结构设置在第二端头定位结构的后侧;
7.根据权利要求6所述的框架工件焊接工装,其特征在于,所述第三支撑部件包括位于第三中心抵触板右侧位置的第一中心支撑板;
8.根据权利要求1所述的框架工件焊接工装,其特征在于,所述第二中心定位结构包括固定连接在工装底座顶部左右两侧位置的第四中心抵触板以及第五中心抵触板;
9.根据权利要求8所述的框架工件焊接工装,其特征在于,所述第四支撑部件包括位于第六中心抵触板前侧位置的第四中心支撑板;
技术总结
本技术公开一种框架工件焊接工装,包括工装底座,工装底座的顶部两端设有定位框架工件两端端头部位的第一端头定位结构以及第二端头定位结构;以及位于中心位置的第一中心定位结构以及第二中心定位结构;第一端头定位结构均包括第一工件侧边抵触部件以及支撑工件的第一支撑部件;第二端头定位结构包括第二工件侧边抵触部件以及支撑工件的第二支撑部件;第一中心定位结构包括第三工件侧边抵触部件以及支撑工件的第三支撑部件;第二中心定位结构包括第四工件侧边抵触部件以及支撑工件的第四支撑部件。上述装置部件实现设计一种与异形结构形状对应的框架工件定位工装,实现焊接中精准性定位工件,大大提高焊接的精准性以及效率。
技术研发人员:金世伟,许有进,王仰君
受保护的技术使用者:安徽瑞丰精密机械有限公司
技术研发日:20230829
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!