一种杆件装弹片端子的双工位全自动化组装机的制作方法
本技术涉及机械自动化,尤其是涉及一种杆件装弹片端子的双工位全自动化组装机。
背景技术:
1、机械自动化设备能够替代人工,将加杆件进行更为精准且高效的全自动化组装,目前,在对杆件上插入弹片端子的产品上,如扳机上的活动件连接用于导通电路的弹片端子的结构,一般通过人工的组装方式来进行,且该活动件表面还需要涂抹一圈润滑油,以使得在组装到扳机上能够达到润滑的作用,若对其进行自动化组装操作,则需要考虑到杆件和弹片的定向入料和定向插接的机构设置,如实用新型专利授权公告号为cn218225460u所述的一种拨动开关成品全自动组装机,传统设计上来讲,其能够通过振动盘作为供料机构,通过转盘作为输送机构,再结合机械手来达到在转盘上实行取放以及插接的操作,即可达到全自动组装的目的,但是却难以实现涂抹润滑油的操作,对此,有必要提出一种新的技术方案以解决上述问题。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
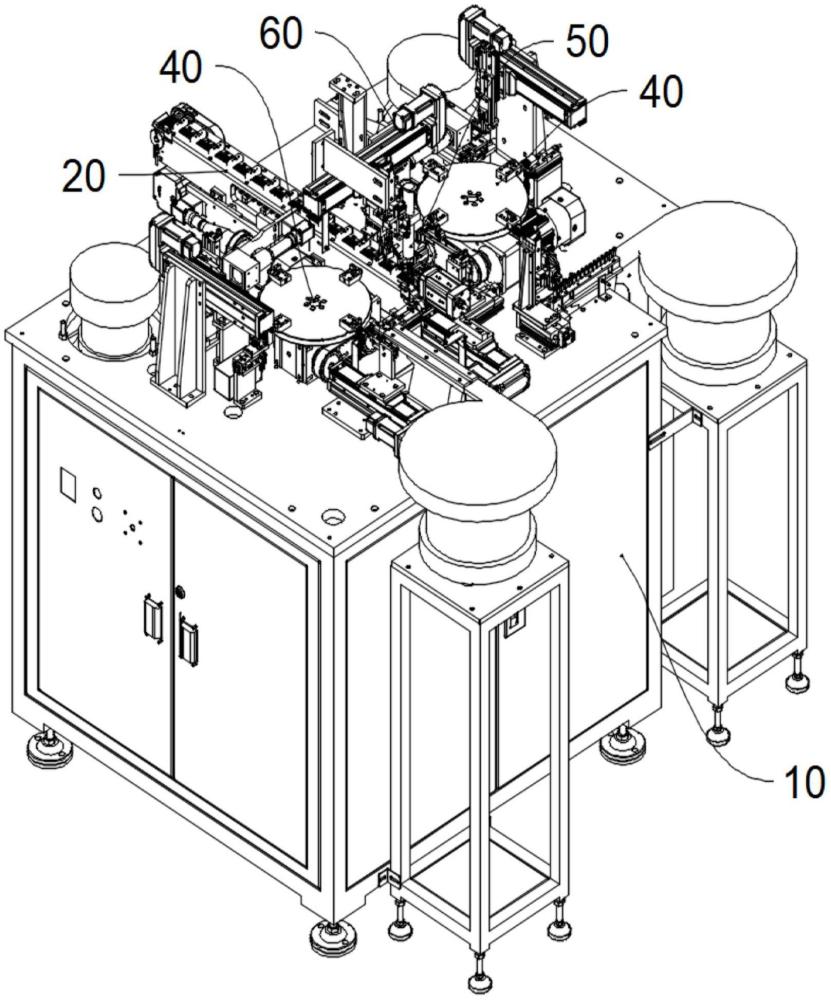
2、一种杆件装弹片端子的双工位全自动化组装机,用于在杆件上插入弹片并涂抹润滑油,包括机体,在机体上设置有传送带机构,传送带机构上传动连接有多个均匀分布的定位治具,在传送带机构的两旁分别设置有用于组装杆件和弹片的转盘组装单元,在传送带机构的前端设置有转料涂油单元;
3、在机体上还架设有横跨于传送带机构的取料机械手,取料机械手用于将两个转盘组装单元上组装好的产品取出并进行横向90度旋转,转料涂油单元包括用于将取料机械手上的产品夹取并进行旋转的旋转夹模器、设置在传送带机构前方用于带动旋转夹模器进给至对接于取料机械手的第一直线模组、设置在旋转夹模器和取料机械手之间用于对产品进行涂油的涂油机构、以及设置在传送带机构前端并且用于将旋转夹模器上的产品纵向翻转并送入定位治具上的纵向翻料机构。
4、优选地,取料机械手包括第一固定架、安装在第一固定架上并横跨于传送带机构上方的第二直线模组、动力连接在第二直线模组上的双向90度转料机构、以及动力连接在双向90度转料机构下端的第一夹料气缸;双向90度转料机构上设置有三个相互垂直配合的位置传感器,第一夹料气缸上设置有对应于位置传感器的感应片;双向90度转料机构通过位置传感器和感应片的配合来控制转动角度。
5、优选地,涂油机构包括固定安装在第二直线模组上的第一支撑架、固定安装在第一支撑架上的第一升降气缸、以及动力连接于第一升降气缸并朝下设置的涂油枪;涂油枪通过第一升降气缸的带动来与旋转夹模器上的产品进行对接。
6、优选地,纵向翻料机构包括安装在机体上的侧推气缸、动力连接在侧推气缸上的插料气缸、动力连接在插料气缸上的翻料旋转气缸、以及动力连接在翻料旋转气缸上的第二夹料气缸,第二夹料气缸用于夹取旋转夹模器上的产品,翻料旋转气缸用于带动第二夹料气缸进行旋转从而翻转产品,插料气缸用于带动第二夹料气缸下移从而将产品插入到定位治具上,侧推气缸用于带动第二夹料气缸横移从而与旋转夹模器进行让位配合。
7、优选地,转盘组装单元包括用于输送的转盘输送机构、用于将杆件定向送至转盘输送机构上的杆件供料机构、用于将弹片定向送至转盘输送机构上并插接于杆件的弹片供料插料机构、以及用于检测杆件和弹片连接关系的ccd检测机构,杆件供料机构、弹片供料插料机构、ccd检测机构和传送带机构分别围绕转盘输送机构来依次设计,在转盘输送机构上环绕设置有多个均匀分布的侧插治具,杆件供料机构、弹片供料插料机构和ccd检测机构均与侧插治具相对应;取料机械手用于将侧插治具上组装好的产品横向抽出并进行横向90度翻转。
8、优选地,转盘输送机构包括安装在机体上的分割器和动力连接在分割器上的转动盘,侧插治具的侧部开设有沿着转动盘径向设置的插孔,侧插治具上滑动连接有伸入到插孔中的卡块,侧插治具上还安装有弹性按压卡块的弹性按压件,卡块上设置有对应于插孔的拱形部,且拱形部呈便于杆件推动的弧面设置。
9、优选地,杆件供料机构包括安装在机体上并且对应于侧插治具的第三直线模组、动力连接在第三直线模组上的第三夹料气缸、为机体提供杆件的杆件振动盘、安装在机体上并对接于杆件振动盘的杆件直线送料器、安装在机体上并活动在杆件直线送料器和第三夹料气缸之间的送料气缸、以及动力连接在送料气缸上并分别与杆件直线送料器和第三夹料气缸对接的杆件接料板。
10、优选地,弹片供料插料机构包括用于提供定向弹片的弹片振动盘、安装在机体上并对接于弹片振动盘的弹片直线送料器、设置在弹片直线送料器出料端的弹片接料机构、安装在机体上并对应于侧插治具的弹片推入气缸、动力连接在弹片推入气缸上并用于对接侧插治具的弹片定位块、安装在机体上的第二固定架、设置在第二固定架上并活动在弹片接料机构和弹片定位块之间的第四直线模组、以及动力连接在第四直线模组上用于将弹片接料机构上的弹片抓取并定位放置到弹片定位块上的弹片抓手。
11、优选地,ccd检测机构包括安装在机体上的第二支撑架和固定安装在第二支撑架上的ccd摄像头,ccd摄像头与侧插治具正对应配合。
12、优选地,在机体上位于转动盘到传送带机构之间的位置处设置有对应于取料机械手的废料回收机构,废料回收机构包括开设在机体上的回收口、设置在机体内并伸出至机体后方的废料滑道、以及安装在机体外部并对应于废料槽道的废料收集盒。
13、与现有技术相比,本实用新型的有益效果是:
14、能够同时将两组杆件和弹片进行组装,从而充分提高取料机械手的工作效率,从而提高产品的生产效率,并且能够将组装好的产品进行涂油操作,涂油后通过定位治具进行定位放置来进行出料,使产品上的油层能够保持完整,从而达到组装该产品和涂抹润滑油的全自动化操作,为后期将其装入扳机中省去了涂抹润滑油的工序。
15、采用传送带机构居中设置的方式结合横跨于传送带机构的取料机械手来同时对传送带机构两旁设置的转盘组装单元上组装好的产品进行夹取,取料机械手采用双向90度转料的结构设计,再结合转料涂油单元前置于传送带机构前方,能够将两个转盘组装单元上的产品进行相反方向的90度翻转后达到同向对接于转料涂油单元,利用第一直线模组来操控旋转夹模器进给至完成取料、转料、涂油、翻料和放料的操作,从而使组装好的产品能够快速涂油并沿着传送带机构送出,该结构设计紧凑度高,达到了加工过程各机构的运行顺畅度。
16、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种杆件装弹片端子的双工位全自动化组装机,用于在杆件上插入弹片并涂抹润滑油,其特征在于,包括机体,在机体上设置有传送带机构,传送带机构上传动连接有多个均匀分布的定位治具,在传送带机构的两旁分别设置有用于组装杆件和弹片的转盘组装单元,在传送带机构的前端设置有转料涂油单元;
2.根据权利要求1所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,取料机械手包括第一固定架、安装在第一固定架上并横跨于传送带机构上方的第二直线模组、动力连接在第二直线模组上的双向90度转料机构、以及动力连接在双向90度转料机构下端的第一夹料气缸;双向90度转料机构上设置有三个相互垂直配合的位置传感器,第一夹料气缸上设置有对应于位置传感器的感应片;双向90度转料机构通过位置传感器和感应片的配合来控制转动角度。
3.根据权利要求2所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,涂油机构包括固定安装在第二直线模组上的第一支撑架、固定安装在第一支撑架上的第一升降气缸、以及动力连接于第一升降气缸并朝下设置的涂油枪;涂油枪通过第一升降气缸的带动来与旋转夹模器上的产品进行对接。
4.根据权利要求1所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,纵向翻料机构包括安装在机体上的侧推气缸、动力连接在侧推气缸上的插料气缸、动力连接在插料气缸上的翻料旋转气缸、以及动力连接在翻料旋转气缸上的第二夹料气缸,第二夹料气缸用于夹取旋转夹模器上的产品,翻料旋转气缸用于带动第二夹料气缸进行旋转从而翻转产品,插料气缸用于带动第二夹料气缸下移从而将产品插入到定位治具上,侧推气缸用于带动第二夹料气缸横移从而与旋转夹模器进行让位配合。
5.根据权利要求1-4中任一项所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,转盘组装单元包括用于输送的转盘输送机构、用于将杆件定向送至转盘输送机构上的杆件供料机构、用于将弹片定向送至转盘输送机构上并插接于杆件的弹片供料插料机构、以及用于检测杆件和弹片连接关系的ccd检测机构,杆件供料机构、弹片供料插料机构、ccd检测机构和传送带机构分别围绕转盘输送机构来依次设计,在转盘输送机构上环绕设置有多个均匀分布的侧插治具,杆件供料机构、弹片供料插料机构和ccd检测机构均与侧插治具相对应;取料机械手用于将侧插治具上组装好的产品横向抽出并进行横向90度翻转。
6.根据权利要求5所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,转盘输送机构包括安装在机体上的分割器和动力连接在分割器上的转动盘,侧插治具的侧部开设有沿着转动盘径向设置的插孔,侧插治具上滑动连接有伸入到插孔中的卡块,侧插治具上还安装有弹性按压卡块的弹性按压件,卡块上设置有对应于插孔的拱形部,且拱形部呈便于杆件推动的弧面设置。
7.根据权利要求5所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,杆件供料机构包括安装在机体上并且对应于侧插治具的第三直线模组、动力连接在第三直线模组上的第三夹料气缸、为机体提供杆件的杆件振动盘、安装在机体上并对接于杆件振动盘的杆件直线送料器、安装在机体上并活动在杆件直线送料器和第三夹料气缸之间的送料气缸、以及动力连接在送料气缸上并分别与杆件直线送料器和第三夹料气缸对接的杆件接料板。
8.根据权利要求5所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,弹片供料插料机构包括用于提供定向弹片的弹片振动盘、安装在机体上并对接于弹片振动盘的弹片直线送料器、设置在弹片直线送料器出料端的弹片接料机构、安装在机体上并对应于侧插治具的弹片推入气缸、动力连接在弹片推入气缸上并用于对接侧插治具的弹片定位块、安装在机体上的第二固定架、设置在第二固定架上并活动在弹片接料机构和弹片定位块之间的第四直线模组、以及动力连接在第四直线模组上用于将弹片接料机构上的弹片抓取并定位放置到弹片定位块上的弹片抓手。
9.根据权利要求5所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,ccd检测机构包括安装在机体上的第二支撑架和固定安装在第二支撑架上的ccd摄像头,ccd摄像头与侧插治具正对应配合。
10.根据权利要求6所述的一种杆件装弹片端子的双工位全自动化组装机,其特征在于,在机体上位于转动盘到传送带机构之间的位置处设置有对应于取料机械手的废料回收机构,废料回收机构包括开设在机体上的回收口、设置在机体内并伸出至机体后方的废料滑道、以及安装在机体外部并对应于废料槽道的废料收集盒。
技术总结
本技术涉及机械自动化技术领域,尤其是涉及一种杆件装弹片端子的双工位全自动化组装机,用于在杆件上插入弹片并涂抹润滑油,包括机体,在机体上设置有传送带机构,传送带机构上传动连接有多个均匀分布的定位治具,在传送带机构的两旁分别设置有用于组装杆件和弹片的转盘组装单元,在传送带机构的前端设置有转料涂油单元;能够同时将两组杆件和弹片进行组装,从而充分提高取料机械手的工作效率,从而提高产品的生产效率,并且能够将组装好的产品进行涂油操作,涂油后通过定位治具进行定位放置来进行出料,使产品上的油层能够保持完整,从而达到组装该产品和涂抹润滑油的全自动化操作,为后期将其装入扳机中省去了涂抹润滑油的工序。
技术研发人员:陈小洋
受保护的技术使用者:意拉德电子(东莞)有限公司
技术研发日:20230904
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!