一种卡扣自动组装装置的制作方法
本技术涉及卡扣自动化生产装置领域,尤其涉及一种卡扣自动组装装置。
背景技术:
1、对于养育婴幼儿的父母而言,婴幼儿户外活动是日常生活中必然出现的情景。此时,为了出行方便且保障婴儿安全,婴儿车等作为婴儿户外活动提供便利而设计的工具车是十分重要的,其中儿童安全带已经成为各种儿童工具车的标配。卡扣式安全带因其结构简单、使用方便的优点被大量应用,而卡扣是卡扣式儿童安全带中最重要的组成构件。
2、卡扣由基本件和装配件组合,在实际生产中,基本件和装配件分别独立加工完成,后续生产需要将基本件和装配件卡接组装成完整的卡扣,再进一步将卡扣固定在其他装置或结构上。因此在完成基本件和装配件的生产后,需要再对基本件和配位件进行组装,在卡扣的组装过程中,卡扣的扣接工作传统上是由人工完成的,人工生产成本相对较高,且长时间的重复单一工作也对工人健康存在一定损伤,无法进行大规模批量生产。因此,需要设计一种新的卡扣组装设备以实现基本件和配位件的自动化组装,满足实际规模批量生产需要。
技术实现思路
1、针对上述现有技术的不足,本实用新型提供了一种卡扣自动组装装置,旨在改进卡扣人工组装过程中存在的耗时长、效率低以及人工成本高的问题。
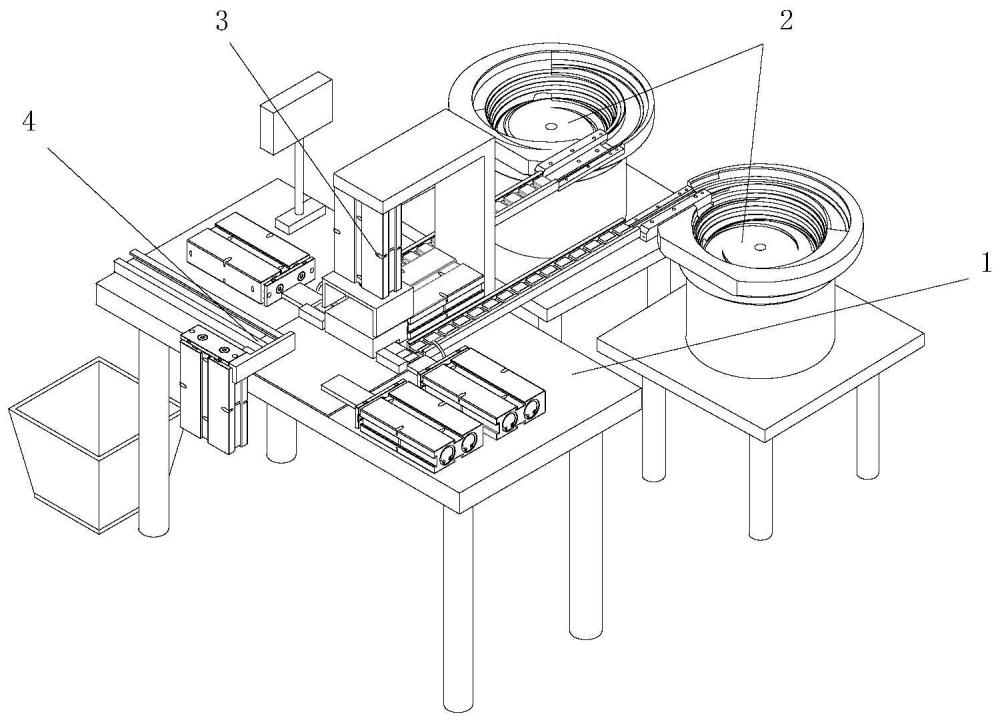
2、为了实现上述目的,本实用新型采用以下技术方案:一种卡扣自动组装装置,包括支架及安装在支架上的振动物料器、组装机构和收集机构。
3、所述振动物料器包括两个振动盘及连接于所述振动盘出口端的两个滑槽,所述振动盘通过振动导向分别将基本件和装配件有序排列输出在所述两个滑槽上,进而传输至所述组装机构两侧;所述组装机构包括组装器、挡块和两个组装推动器,所述组装器包括第一推动气缸以及连接于所述第一推动气缸的活塞杆上的组装块,所述组装块设置在两个所述滑槽之间,且所述组装块设有垂直于两侧所述滑槽出口端方向的通道,所述挡块与所述滑槽的出口端相对设置,用于限制组装件和装配件移动,所述组装推动器分别设置在两个所述滑槽出口端的外侧,位于所述滑槽出口端的基本件和装配件通过所述组装推动器在所述通道中卡接组装;所述收集机构包括收集推动器及设置于所述收集推动器推动方向上的收集槽,所述收集推动器设置在一个所述组装推动器一侧,借由所述第一推动气缸,所述组装块可活动的将组装的卡扣件移动至所述收集槽的入口端,借由所述收集推动器,卡扣件被推动至所述收集槽以收集。
4、进一步,所述两个组装推动器均包括组装推动气缸以及连接于组装推动气缸的活塞杆上的组装推动块,所述组装推动气缸的驱动方向相对,朝向所述通道方向。所述组装推动器用于推动卡扣基本件或装配件在所述通道中移动并完成扣接组装,最终得到卡扣组装工件。
5、进一步,所述组装机构还包括组装限位器,所述组装限位器包括组装限位气缸和连接于组装限位气缸的活塞杆上的组装限位块以及安装架,所述组装限位气缸固定在所述安装架上,所述组装限位块可活动的安装于所述通道两端,所述组装限位气缸驱动所述组装限位块上下移动控制扣卡组装件和装配件能够进入所述通道。
6、进一步,所述组装机构还包括传感器,在位于所述滑槽的两侧的所述支架上设有两个传感器,所述传感器选择红外图像传感器,感应方向朝向所述滑槽的出口端。当两个所述传感器同时检测到所述滑槽出口端处存在卡扣组装件和装配件时,控制组装限位气缸驱动组装限位块向上移动,解除限位作用。
7、进一步,所述收集机构还包括收集限位器,所述收集限位器包括收集限位气缸以及连接在收集限位气缸的活塞杆上的收集限位块,所述收集限位块可活动的安装于所述收集槽起始端,所述收集限位气缸驱动所述收集限位块上下移动来控制卡扣组装工件从所述通道向所述收集槽移动。
8、进一步,所述收集机构还包括收集容器,所述收集容器位于所述收集槽的出口端,用于集中从收集槽传送出来的卡扣组装工件。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用新型一种卡扣自动组装装置,包括振动物料器、组装机构和收集机构;所述振动物料器中的振动盘分别将卡扣基础件和装配件逐件定向排序,然后通过滑槽运送到组装工位处,滑槽的出口端和挡块固定基础件和装配件的方向和位置,传感器检测工件位置,第一限位块确保基础件和装配件进入通道的时间一致,提高组装的精度和准确度,避免出现卡扣基本件或组装件单独进入通道。在组装推动器的推动作用以及通道的限位作用下,基础件和装配件在组装块通道中完成组装,然后第一推动气缸推动装有卡扣组装件的组装块移动至收集工位,收集限位器解除限制作用,收集推动器推动通道中的卡扣组装件移动并通过收集槽集中到收集容器中。本实用新型设计巧妙且易于维护,能够实现基本件和装配件的分选定向排序、自动组装以及成品收集,提高工件组装的速度和精度,有效提升了生产效率,降低生产成本,有助于实现卡扣的规模批量生产。
技术特征:
1.一种卡扣自动组装装置,其特征在于,所述卡扣自动组装装置包括:支架、振动物料器、组装机构和收集机构,所述支架上安装有振动物料器、组装机构和收集机构;
2.根据权利要求1所述的一种卡扣自动组装装置,其特征在于,两个所述组装推动器均包括组装推动气缸以及连接于组装推动气缸的活塞杆上的组装推动块,两个所述组装推动气缸的驱动方向相对,朝向所述通道方向。
3.根据权利要求1所述的一种卡扣自动组装装置,其特征在于,所述组装机构还包括组装限位器,所述组装限位器包括组装限位气缸和连接于组装限位气缸的活塞杆上的组装限位块以及安装架,所述组装限位气缸固定在所述安装架上,所述组装限位块可活动的安装于所述通道两端,所述组装限位气缸驱动所述组装限位块上下移动来限制组装件和装配件进入所述通道。
4.根据权利要求3所述的一种卡扣自动组装装置,其特征在于,所述组装机构还包括传感器,在位于所述滑槽的两侧的所述支架上设有传感器,所述传感器的感应方向朝向所述滑槽的出口端。
5.根据权利要求1所述的一种卡扣自动组装装置,其特征在于,所述收集机构还包括收集限位器,所述收集限位器包括收集限位气缸以及连接在收集限位气缸的活塞杆上的收集限位块,所述收集限位块可活动的安装于所述收集槽起始端,所述收集限位气缸驱动所述收集限位块上下移动来控制卡扣件从所述通道向所述收集槽移动。
6.根据权利要求1所述的一种卡扣自动组装装置,其特征在于,所述收集机构还包括收集容器,所述收集容器位于所述收集槽的出口端。
技术总结
本技术涉及安全卡扣自动化生产领域,公开了一种卡扣自动组装装置,包括支架、振动物料器、组装机构和收集机构。振动物料器包括振动盘及连接振动盘和组装机构的滑槽,组装机构包括组装器、组装推动器、组装限位器、挡块和感应器,收集机构包括收集槽、收集推动器、收集限位器和收集容器。振动盘分选工件并通过滑槽逐次传送至组装机构,组装限位器解除限位作用,组装推动器推动工件至组装块的通道中完成组装,组装块移动至收集机构处,收集限位器打开收集槽,收集推动器推动工件通过收集槽集中到收集容器中。通过振动物料器、组装机构和收集机构的配合,本技术能够实现自动化完成卡扣组装的工序,提高效率,降低生产成本。
技术研发人员:黄景铭
受保护的技术使用者:厦门隆之源塑胶有限公司
技术研发日:20230905
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!