用于对合金进行加工的铣削夹具的制作方法
本技术涉及金属加工领域,特别是涉及用于对合金进行加工的铣削夹具。
背景技术:
1、铣削是指以铣刀作为刀具对金属或者合金所制成的工件的表面进行切削或其他加工。在对于金属或者合金工件进行铣削时,经常会遇到工件的形状不规则,这种工件也被称为异形件。异形件一般体积小,形状复杂,零件加工时不易夹紧,加工时一般需要采用夹具进行夹紧之后再进行加工,因此经常会造成加工工序过多而导致加工效率低。
2、异形件加工效率低的原因有以下几种:在装夹异形件的过程中,由于夹具选择不当,导致异形件装夹修正缓慢; 异形件的加工工艺太分散、装夹加工零件单一、装夹修正次数多等,导致异形件装夹修正时间太长。在加工过程中,切削方式不合理,刀具选择不当,加工中频繁更换刀具也会造成零件的纯切削时间过长。
3、采用现有常用的铣削夹具对异形件进行夹紧之后再在三轴机床上进行铣削加工,加工后的异形件经常有欠加工和过加工现象,导致产品质量不合格无法批量加工。为了保证产品质量,只能将异形件转至五轴设备上用探针找正后加工。但是这样会导致如下问题:五轴设备的加工成本是三轴设备的很多倍,加工成本过高。此外,由于异形件的表面粗糙度较高,也会降低加工效率以及机床上刀具的寿命。
4、由此可见,能否基于现有技术中的不足,提供一种改进的用于对合金进行加工的铣削夹具,有效解决异形件加工效率低和加工成本过高和表面粗糙度较高的缺陷,成为本领域技术人员亟待解决的技术难题。
技术实现思路
1、实用新型所要解决的课题
2、本实用新型的目的是在于克服现有技术的缺陷,提供一种用于对合金进行加工的铣削夹具。根据本实用新型所提供的用于对合金进行加工的铣削夹具,有效解决了异形件加工效率低和加工成本过高和表面粗糙度较高的缺陷。
3、用于解决课题的方法
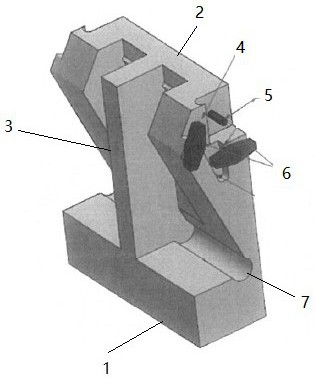
4、本实用新型第一方面涉及一种用于对合金进行加工的铣削夹具,包括:
5、基座;
6、与基座连接的背板;
7、设置于背板的中部并与基座连接的中间定位部;
8、对称设置于背板的两侧的两个边缘定位部,
9、在每个边缘定位部的上侧设有凹槽,凹槽内设有定位件,
10、在每个边缘定位部的侧面设有多个固定件,
11、在基座与背板的连接处的除中间定位部以外的位置还设有沟槽。
12、优选地,定位件为定位销。
13、优选地,固定件为压板。
14、优选地,加工的合金为wcu合金。
15、优选地,对加工的合金进行悬挂式装夹。
16、优选地,用于三轴机床。
17、实用新型的效果
18、根据本实用新型所涉及的用于对合金进行加工的铣削夹具,有效解决了异形件加工效率低和加工成本过高和表面粗糙度较高的缺陷,提高了加工效率和表面质量,降低了加工成本。
技术特征:
1.一种用于对合金进行加工的铣削夹具,其特征在于,包括:
2.根据权利要求1所述的铣削夹具,其特征在于,
3.根据权利要求1所述的铣削夹具,其特征在于,
技术总结
本技术提供一种用于对合金进行加工的铣削夹具,包括:基座;与基座连接的背板;设置于背板的中部并与基座连接的中间定位部;对称设置于背板的两侧的两个边缘定位部,在每个边缘定位部的上侧设有凹槽,凹槽内设有定位件,在每个边缘定位部的侧面设有多个固定件,在基座与背板的连接处的除中间定位部以外的位置还设有沟槽。根据本技术,有效解决了异形件加工效率低和加工成本过高和表面粗糙度较高的缺陷。
技术研发人员:吴本盈
受保护的技术使用者:攀时(上海)高性能材料有限公司
技术研发日:20230906
技术公布日:2024/5/27
- 还没有人留言评论。精彩留言会获得点赞!