一种用于加工差速器盖体油孔的工装的制作方法
本技术涉及差速器盖体的生产领域,具体涉及一种用于加工差速器盖体油孔的工装。
背景技术:
1、差速器盖类锻件产品结构中存在9-16个油孔,如图1所示。其主要生产流程为下料、锻打、切边、校正、热处理、粗加工油孔、精加工至成品,因该类锻件油孔较多且位置分布较广,导致粗加工工艺复杂且效率低下,严重制约差速器盖类锻件的生产效率。
技术实现思路
1、针对上述问题,本申请公开一种用于加工差速器盖体油孔的工装,该工装采用冲孔的方式加工油孔,一次成型,节省了差速器盖体油孔加工工序,大幅提升差速器盖的加工效率,且降低差速器盖锻件整体制造费用。
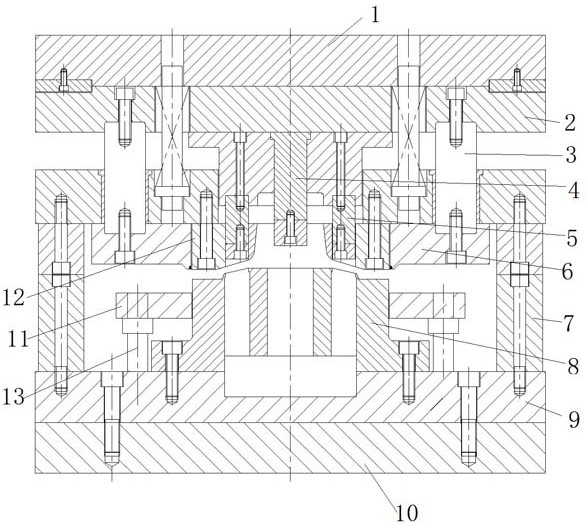
2、一种用于加工差速器盖体油孔的工装,包括自上至下依次设置的上模座、冲头、冲模和下模座,所述冲头包括位于上模座中心的中心冲头和围绕中心冲头周围的边缘冲头,所述下模座的上表面、在冲模外侧设置有承压块。
3、优选的,所述冲模包括安装于下模板上表面的下凸模、安装于上模板下表面的上凹模及安装于上模板下表面的上凸模。
4、优选的,所述上凹模位于上凸模的外侧面。
5、优选的,所述下凸模的外侧面设置有毛边卸料板,所述毛边卸料板的高度低于上凸模的高度。
6、优选的,所述毛边卸料板的下方配置有顶杆。
7、有益效果:
8、1、本实用新型的工装通过设置上、下模及冲头可以一次性冲压加工出所有油孔,与盖体其他冲压工序综合使用,节省了加工时间,提高后续加工效率,降低整体制造费用。
9、2、承压块可对上下模相对运动时起到承压作用,防止上模过度下移导致的锻件变形,增加加工时锻件的整体精度。
10、3、毛边卸料板及顶杆方便及时将切除的工件毛边进行排、清理和收集。
技术特征:
1.一种用于加工差速器盖体油孔的工装,其特征在于,包括自上至下依次设置的上模座、冲头、冲模和下模座,所述冲头包括位于上模座中心的中心冲头和围绕中心冲头周围的边缘冲头,所述下模座的上表面、在冲模外侧设置有承压块。
2.根据权利要求1所述的一种用于加工差速器盖体油孔的工装,其特征在于,所述冲模包括安装于下模板上表面的下凸模、安装于上模板下表面的上凹模及安装于上模板下表面的上凸模。
3.根据权利要求2所述的一种用于加工差速器盖体油孔的工装,其特征在于,所述上凹模位于上凸模的外侧面。
4.根据权利要求2所述的一种用于加工差速器盖体油孔的工装,其特征在于,所述下凸模的外侧面设置有毛边卸料板,所述毛边卸料板的高度低于上凸模的高度。
5.根据权利要求4所述的一种用于加工差速器盖体油孔的工装,其特征在于,所述毛边卸料板的下方配置有顶杆。
技术总结
本申请公开一种用于加工差速器盖体油孔的工装,包括自上至下依次设置的上模座、冲头、冲模和下模座,所述冲头包括位于上模座中心的中心冲头和围绕中心冲头周围的边缘冲头,所述下模座的上表面、在冲模外侧设置有承压块。该工装采用冲孔的方式加工油孔,一次成型,节省了差速器盖体油孔加工工序,大幅提升差速器盖的加工效率,且降低差速器盖锻件整体制造费用。
技术研发人员:张振水,张兆伟,赵春霞,李帅,宋飞飞
受保护的技术使用者:中国重汽集团济南动力有限公司
技术研发日:20230911
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!