一种电蚊香组件自动装配装置的制作方法
本技术涉及灭蚊装置组装,具体为一种电蚊香组件自动装配装置。
背景技术:
1、在电蚊香的制作过程中,电蚊香中的组件往往是通过多个零部件组成,装配程序较多,现有的电蚊香组件的装配方式往往是通过人工装配完成,组装效率较低且合格率得不到保证,并且为了提高产品的合格率,还需要在电蚊香组件装配完成后对其进行检测工作,这样,产品的生产效率则会降低,产品的合格率和生产效率不能兼得,从而使得产品的生产成本较高。
2、因此,亟需研究出一种能够完成电蚊香组件的自动装配和自动检测的装置。
技术实现思路
1、本实用新型的目的在于提供一种电蚊香组件自动装配装置,解决了上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种电蚊香组件自动装配装置,包括装配箱,所述装配箱的上表面设置有装配盘和检测盘,所述装配盘的上表面设置有多组承载组件,所述承载组件包括器具承载件、旋盖承载件和旋钮承载件,所述装配箱的表面设置有器具本体压装组件、器具本体旋转组件、旋钮压装组件和旋盖压装组件;
3、所述检测盘上设置有用于检测装配完成后电蚊香组件的检测部件;
4、所述装配箱的上表面设置有用于移动装配完成后电蚊香组件的移动部件。
5、优选的,所述检测部件包括旋钮检测工位、电阻检测工位、耐压检测工位和打标机。
6、优选的,所述检测部件还包括成品筛选组件,所述成品筛选组件上设置有偏转头,所述偏转头的输出端设置有成品下料轨道和次品下料轨道,所述装配箱的表面设置有次品下料口和次品出料口,所述装配箱的表面设置有成品出料口。
7、优选的,所述移动部件包括设置在所述装配箱上表面的移栽工位,所述移栽工位包括竖向移动组件和水平横移组件,所述竖向移动组件位于所述承载组件的上方,所述水平横移组件位于所述检测盘的上方。
8、优选的,所述装配箱侧面设置有门体,所述门体的表面设置有门把手。
9、优选的,所述装配箱的下表面设置有安装座,所述安装座设置有四组且均匀分布在所述装配箱的下表面。
10、与现有技术相比,本实用新型的有益效果如下:
11、一、本实用新型通过将电蚊香组件放置在承载组件上,随着装配盘的旋转,即可在器具本体压装组件、器具本体旋转组件、旋钮压装组件和旋盖压装组件自动化的完成电蚊香组件的装配,相较于人工装配的方式,一方面降低了工人的劳动强度,另一方面也提升了产品的生产效率。
12、二、本实用新型在移栽工位内竖向移动组件和水平横移组件的作用下,即可将装配完成的电蚊香组件机械化的移动至检测盘上,并且随着检测盘的旋转,即可对装配完成的电蚊香组件进行扭力、电阻以及耐压强度的检测,并且能够根据检测结果,将符合要求的电蚊香组件与不符合要求的电蚊香组件进行区分收集,保证了电蚊香组件合格率的同时也进一步提升了产品的生产效率。
技术特征:
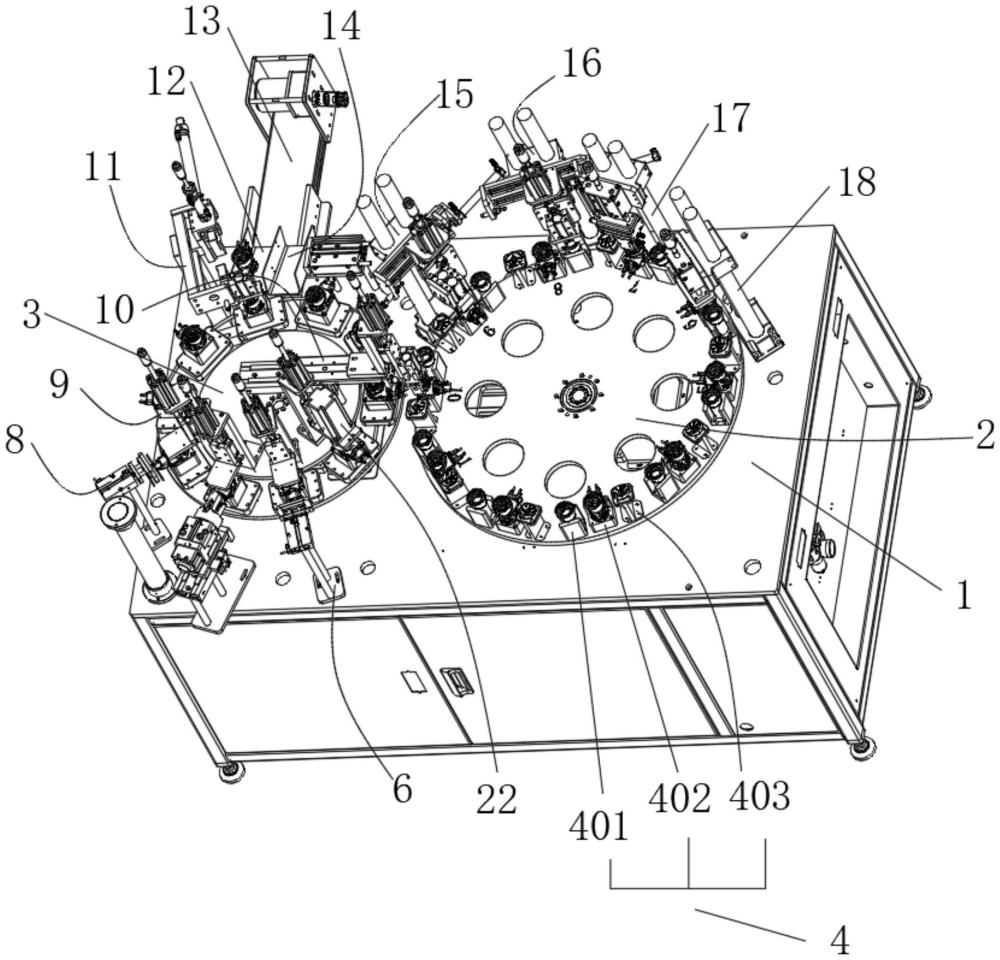
1.一种电蚊香组件自动装配装置,包括装配箱(1),其特征在于:所述装配箱(1)的上表面设置有装配盘(2)和检测盘(3),所述装配盘(2)的上表面设置有多组承载组件(4),所述承载组件(4)包括器具承载件(401)、旋盖承载件(402)和旋钮承载件(403),所述装配箱(1)的表面设置有器具本体压装组件(18)、器具本体旋转组件(17)、旋钮压装组件(16)和旋盖压装组件(15);
2.根据权利要求1所述的一种电蚊香组件自动装配装置,其特征在于:所述检测部件包括旋钮检测工位(22)、电阻检测工位(6)、耐压检测工位(8)和打标机(9)。
3.根据权利要求1所述的一种电蚊香组件自动装配装置,其特征在于:所述检测部件还包括成品筛选组件(11),所述成品筛选组件(11)上设置有偏转头(21),所述偏转头(21)的输出端设置有成品下料轨道(14)和次品下料轨道(12),所述装配箱(1)的表面设置有次品下料口(20)和次品出料口(19),所述装配箱(1)的表面设置有成品出料口(13)。
4.根据权利要求1所述的一种电蚊香组件自动装配装置,其特征在于:所述移动部件包括设置在所述装配箱(1)上表面的移栽工位(10),所述移栽工位(10)包括竖向移动组件(101)和水平横移组件(102),所述竖向移动组件(101)位于所述承载组件(4)的上方,所述水平横移组件(102)位于所述检测盘(3)的上方。
5.根据权利要求1所述的一种电蚊香组件自动装配装置,其特征在于:所述装配箱(1)侧面设置有门体,所述门体的表面设置有门把手。
6.根据权利要求1所述的一种电蚊香组件自动装配装置,其特征在于:所述装配箱(1)的下表面设置有安装座,所述安装座设置有四组且均匀分布在所述装配箱(1)的下表面。
技术总结
本技术公开了一种电蚊香组件自动装配装置,涉及灭蚊装置组装技术领域,包括装配箱,装配箱的上表面设置有装配盘和检测盘,装配盘的上表面设置有多组承载组件,承载组件包括器具承载件、旋盖承载件和旋钮承载件,装配箱的表面设置有器具本体压装组件、器具本体旋转组件、旋钮压装组件和旋盖压装组件;检测盘上设置有用于检测装配完成后电蚊香组件的检测部件;装配箱的上表面设置有用于移动装配完成后电蚊香组件的移动部件,该电蚊香组件自动装配装置,随着装配盘的旋转,即可对放置在承载组件上的电蚊香组件进行自动化的装配,降低了工人劳动强度的同时也提升了产品的生产效率。
技术研发人员:纪召郡,郭进云,张稳信,吴日远,洪鹏
受保护的技术使用者:温州瓯斯达电器实业有限公司
技术研发日:20230911
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!