顶轮及弯管机的制作方法
本技术属于弯管机,具体涉及顶轮及弯管机。
背景技术:
1、申请人于2022年03月09日提交了一系列弯管机的相关专利(cn217328325u一种电动弯管机、cn217018110u一种弯管机的转轮调节结构、cn217018109u一种弯管机的工件下料结构及弯管机),对电动弯管机的结构进行了改进,实现了电动弯管机的商业化应用。
2、申请人发现,在实际使用过程中,弯管机还存在以下问题:1、采用cn217018109u一种弯管机的工件下料结构及弯管机中的结构,有时铜管卡在管槽中,导致自动下料失败;2、弯曲后铜管(尤其是对应管槽中心处)的圆度难以保证。电动和手动弯管机都存在类似问题。
技术实现思路
1、本实用新型针对现有弯管机在工作中出现下料失败或圆度难以保证的不足,提供弯管机的顶轮,对管槽进行改进,有效避免下料失败状况的发生。本实用新型同时提供一种采用此顶轮的弯管机。
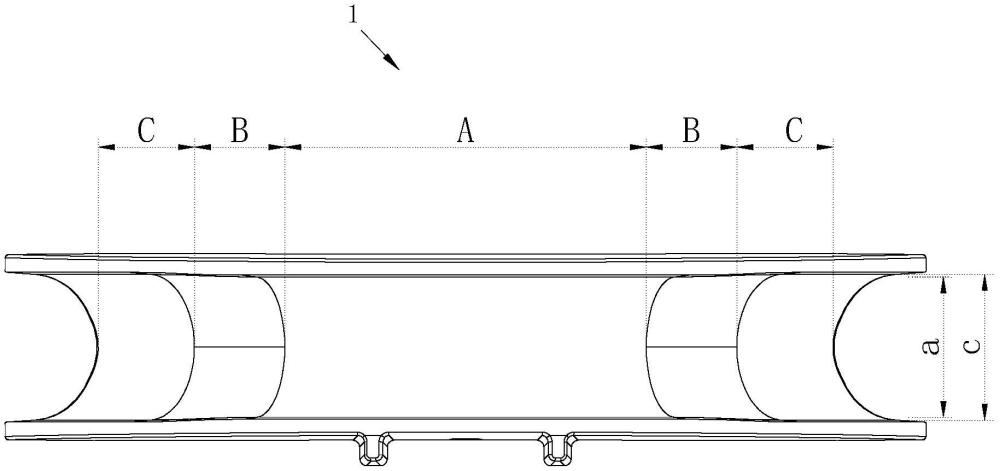
2、为实现上述目的,本实用新型采用如下技术方案:顶轮,用于弯管机,所述顶轮上开设水平的管槽,所述管槽包括中心的整形段、中间的过渡段和端部的松脱段;
3、其中,所述整形段的内径小于标准铜管的外径,和/或,所述松脱段的内径大于标准铜管的外径。
4、本实用新型的顶轮,其管槽具有整形段、过渡段和松脱段三段,中心的整形段的内径小于标准铜管的外径时,弯曲后的管材(通常是铜管)的圆度保持得更好,端部的松脱段的内径大于标准铜管的外径时,管材不易卡在管槽中,更容易实现自动下料。现有技术中,通常管槽各处的内径一致,均等于标准铜管的外径。本实用新型中,顶轮的管槽的中间段的内径略小于标准铜管的外径,即使铜管受力变形,由于管槽的中间段的限制,铜管的变形程度更小,铜管的圆度更好。本实用新型中,顶轮的管槽的边缘段与转轮的凹槽位置对应,顶轮的管槽的边缘段的内径略大于标准铜管的外径,从而铜管不易与顶轮的管槽的边缘段紧配,保证有效下料。本实用新型通过对顶轮的管槽的重新设计,克服了现有技术中管槽各处内径一致带来的圆度问题和/或下料问题。
5、作为改进,所述整形段的内径小于标准铜管的外径的1%-3%;所述松脱段的内径大于标准铜管的外径的1%-3%。
6、作为改进,所述整形段的内径小于标准铜管的外径的1.5%-2%;所述松脱段的内径大于标准铜管的外径的1.5%-2%。
7、作为改进,所述整形段和所述过渡段的圆心角之和在75°至90°之间。
8、作为改进,所述整形段的圆心角在40°至60°之间。
9、作为改进,所述过渡段的内径逐渐增大。
10、作为改进,所述管槽的竖直截面包括圆弧段、扩口段和倒圆角段。
11、作为改进,所述顶轮包括开槽部和连接部,所述开槽部上形成所述管槽,所述连接部上开设用于与弯管机的往复件固接的连接孔。
12、作为改进,所述顶轮一体成型;所述顶轮为铝制顶轮。
13、弯管机,所述弯管机包括前述的顶轮。
14、本实用新型的顶轮的有益效果是:对顶轮的管槽进行重新设计,管槽具有整形段、过渡段和松脱段三段,中心的整形段的内径小于标准铜管的外径时,弯曲后的管材的圆度保持得更好,端部的松脱段的内径大于标准铜管的外径时,管材不易卡在管槽中,更容易实现自动下料。
技术特征:
1.顶轮,用于弯管机,其特征在于:所述顶轮(1)上开设水平的管槽(11),所述管槽(11)包括中心的整形段(a)、中间的过渡段(b)和端部的松脱段(c);
2.根据权利要求1所述的顶轮,其特征在于:所述整形段(a)的内径(a)小于标准铜管(p)的外径的1%-3%;所述松脱段(c)的内径(c)大于标准铜管(p)的外径的1%-3%。
3.根据权利要求2所述的顶轮,其特征在于:所述整形段(a)的内径(a)小于标准铜管(p)的外径的1.5%-2%;所述松脱段(c)的内径(c)大于标准铜管(p)的外径的1.5%-2%。
4.根据权利要求1所述的顶轮,其特征在于:所述整形段(a)和所述过渡段(b)的圆心角之和在75°至90°之间。
5.根据权利要求1所述的顶轮,其特征在于:所述整形段(a)的圆心角在40°至60°之间。
6.根据权利要求1所述的顶轮,其特征在于:所述过渡段(b)的内径逐渐增大。
7.根据权利要求1所述的顶轮,其特征在于:所述管槽(11)的竖直截面包括圆弧段(111)、扩口段(112)和倒圆角段(113)。
8.根据权利要求1所述的顶轮,其特征在于:所述顶轮(1)包括开槽部和连接部,所述开槽部上形成所述管槽(11),所述连接部上开设用于与弯管机的往复件固接的连接孔。
9.根据权利要求1所述的顶轮,其特征在于:所述顶轮一体成型;所述顶轮为铝制顶轮。
10.弯管机,其特征在于:所述弯管机包括权利要求1至9任一所述的顶轮。
技术总结
本技术属于弯管机技术领域,具体涉及顶轮及弯管机。针对现有弯管机在工作中出现下料失败或圆度难以保证的不足,本技术采用如下技术方案:顶轮,用于弯管机,所述顶轮上开设水平的管槽,所述管槽包括中心的整形段、中间的过渡段和端部的松脱段;其中,所述整形段的内径小于标准铜管的外径,和/或,所述松脱段的内径大于标准铜管的外径。本技术的顶轮的有益效果是:对顶轮的管槽进行重新设计,管槽具有整形段、过渡段和松脱段三段,中心的整形段的内径小于标准铜管的外径时,弯曲后的管材的圆度保持得更好,端部的松脱段的内径大于标准铜管的外径时,管材不易卡在管槽中,更容易实现自动下料。
技术研发人员:蒋友荣
受保护的技术使用者:浙江飞越机电有限公司
技术研发日:20230912
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!