一种新型整平机的制作方法
本技术涉及金属板材加工领域,尤其涉及一种新型整平机。
背景技术:
1、整平机是将不平整的金属板材整形成平整板材的设备,其工作原理是将金属板材通过上下轧辊轴之间,利用上下轧辊的挤压作用,从而对板材进行整形。
2、现有技术中,公开号cn202239053u专利名称为整平机的实用新型专利技术公开了一种整平机,该技术中上矫直辊为主动矫直辊,且整平装置的下排滚轮中的最后一个滚轮比上排滚轮中的最后一个滚轮先接触带材。该整平机可完成矫直和整平处理,且通过所产生向下的力,来削弱冲压设备向上冲压产生的力,减少了产品的变形量。该技术整平装置与冲压设备相互间隔开的,但整平装置自身的上下轧辊轴的强度有限,工作时长期受力作用挤压或受到较大力时,容易出现辊轴变形导致板材不能正常整平,而即便是前置配备有冲压机,也导致整体设备过剩,精密度低、误差大,而且存在噪音大、受力不均匀等现象。
技术实现思路
1、本实用新型要解决的技术问题是:针对现有技术存在的问题,本实用新型提供了一种结构设计合理、整平不变形、高精度的新型整平机。
2、本实用新型解决其技术问题的解决方案是:
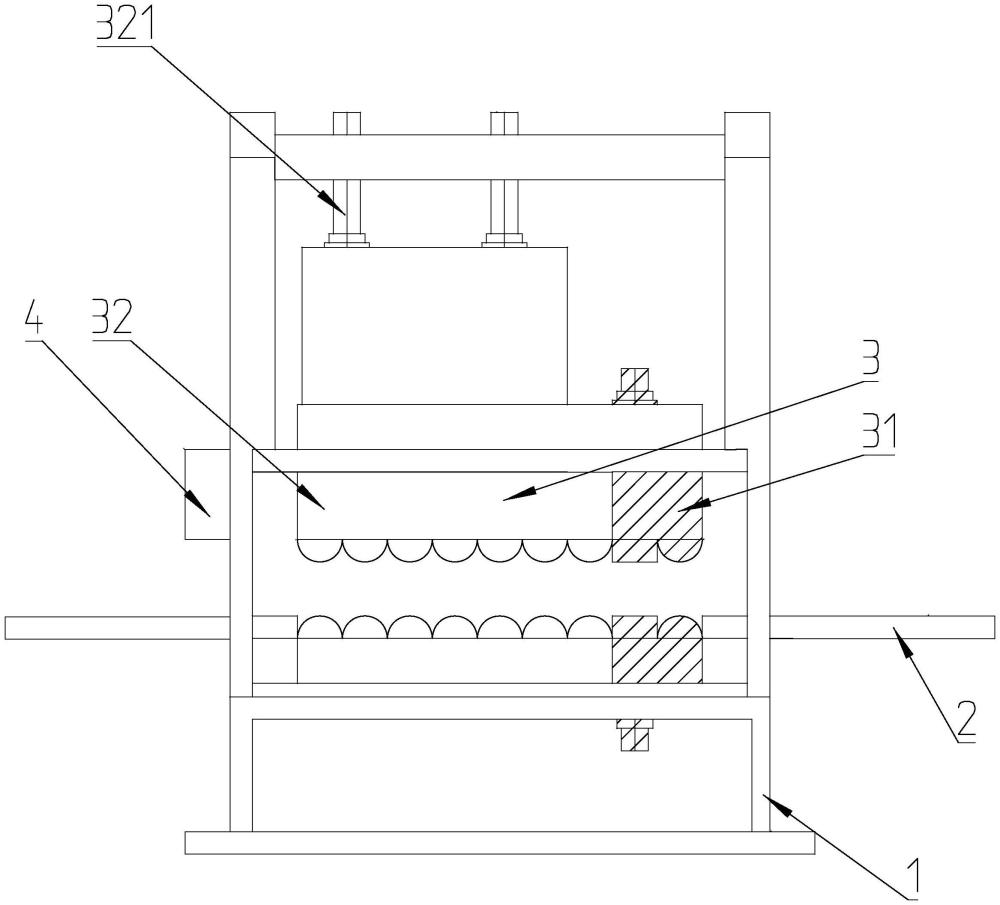
3、一种新型整平机,包括底座,底座上部设置有输送机构,输送机构与底座固定连接,输送机构的中部设置有冲压矫平机构,冲压矫平机构包括脉冲冲压装置以及矫平辊组,脉冲冲压装置设置在输送机构的前端,其包括激震辊组,激震辊组上部固定连接有减震器,其侧部设置有冲压装置,冲压装置上部连接有可供冲压装置动力的第一液压油缸。
4、作为优选的技术方案之一,脉冲冲压装置有两组,分别对称设置在输送机构的前端上、下部。
5、作为优选的技术方案之一,输送机构包括输送轨道,其横向贯穿整平机中部并固定设置在底座的上部。
6、作为优选的技术方案之一,矫平辊组为六重式矫平辊组,其上部设置有可为矫平辊组为提供压力的第二液压油缸,矫平辊组的上、下矫平辊机构对称。
7、另:矫平辊组侧部设置有可控制调节矫平辊组内部距离的间隙调整器。
8、本实用新型的有益效果是:与现有技术相比,本实用新型包括脉冲冲压装置,该脉冲冲压装置包含有激震辊组,减震器,冲压装置,脉冲冲压装置上下两组分对称且相同。当金属板材经过脉冲冲压装置的激震辊组时,激震机构检测到板材有凹陷或凸起时,激震辊组向减震器移动,同时将信息反馈至液压油缸并让其施加压力,此时冲压装置对板材施加强大的作用力对板材进行冲压,使得板材缺陷部分被冲平,随后激震辊组、冲压装置复位。此脉冲冲压装置解决了缺陷部分在经过矫平辊组时,因辊组的压力导致缺陷部分的钢材向后方移动导致板材部分密度不均匀的问题,也有助于减少板材在辊组辊压时的颠簸,防止辊组变形,且装置简易,利于整体节省开支。
技术特征:
1.一种新型整平机,包括底座(1),所述底座(1)上部设置有输送机构(2),所述输送机构(2)与底座(1)固定连接,其特征在于,所述输送机构(2)的中部设置有冲压矫平机构(3),所述冲压矫平机构(3)包括脉冲冲压装置(31)以及矫平辊组(32),所述脉冲冲压装置(31)设置在输送机构(2)的前端,其包括激震辊组(311),所述激震辊组(311)上部固定连接有减震器(312),其侧部设置有冲压装置(313),所述冲压装置(313)上部连接有可供冲压装置(313)动力的第一液压油缸(314)。
2.根据权利要求1所述新型整平机,其特征在于,所述脉冲冲压装置(31)有两组,分别对称设置在输送机构(2)的前端上、下部。
3.根据权利要求1所述新型整平机,其特征在于,所述输送机构(2)包括输送轨道,其横向贯穿整平机中部并固定设置在底座(1)的上部。
4.根据权利要求1所述新型整平机,其特征在于,所述矫平辊组(32)为六重式矫平辊组,其上部设置有可为矫平辊组(32)为提供压力的第二液压油缸(321),所述矫平辊组(32)的上、下矫平辊机构对称。
技术总结
本技术公开了一种新型整平机包括有冲压矫平机构,冲压矫平机构包括脉冲冲压装置以及矫平辊组,脉冲冲压装置设置在输送机构的前端,其包括激震辊组,激震辊组上部固定连接有减震器,其侧部设置有冲压装置,冲压装置上部连接有可供冲压装置动力的第一液压油缸。本技术的脉冲冲压装置解决了缺陷部分在经过矫平辊组时,因辊组的压力导致缺陷部分的钢材向后方移动导致板材部分密度不均匀的问题,也有助于减少板材在辊组辊压时的颠簸,防止辊组变形,且装置简易,利于整体节省开支。
技术研发人员:王阳,李建新,楚守兴
受保护的技术使用者:肇庆三乐集成房屋制造有限公司
技术研发日:20230912
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!