一种非标生产线焊接成型夹具的制作方法
本技术涉及焊接夹具,具体涉及一种非标生产线焊接成型夹具。
背景技术:
1、现今非标生产线在生产工件时,会使用到焊接夹具结构。在现有技术(公告号cn209578599u)一种车用净化器异型出气尾管焊接成型夹具的说明书中提及“基座上设有位于同一轴线且平行布置的两组相邻的圆板定位夹紧组件和一组尾管支板,所述尾管支板顶部设有弧形凹槽,凹槽的正上方设有气缸,气缸安装在气缸支座上,气缸支座安装在立柱顶部,立柱固定在基座边缘,所述圆板定位夹紧组件包括底座,底座两侧对称设有立柱,立柱上设有上下两个定位块,定位块中间设有压块,压块由立柱背侧的气缸连接控制”,但是现有技术中的焊接成型夹具仅可以利用气缸前端的压块对工件的外侧面夹持,遇到体型偏重偏大的工件,则夹持不稳,可能会发生滑落,使用并不安全可靠。
技术实现思路
1、为克服现有技术所存在的缺陷,现提供一种非标生产线焊接成型夹具,以解决现有技术中的焊接成型夹具仅可以利用气缸前端的压块对工件的外侧面夹持,遇到体型偏重偏大的工件,则夹持不稳,可能会发生滑落,使用并不安全可靠的问题。
2、为实现上述目的,提供一种非标生产线焊接成型夹具,包括底座、左夹具和右夹具;所述底座的底部左右两侧均设置有垫板,且底座的上端面左右两端均设置有外挡板,所述底座的上端面左部设置有左安装板,左安装板上设置有左直线滑轨,且左直线滑轨上活动设置有左夹具,所述底座的上端面右部设置有右安装板,右安装板上设置有右直线滑轨,且右直线滑轨上活动连接有右夹具。
3、进一步的,所述底座的前侧面中部设置有控制面板,且控制面板上安装有液晶显示屏。
4、进一步的,所述左夹具、右夹具在水平方向均可左右移动活动,且左夹具和右夹具关于底座的中心线呈左右对称,并且左夹具和右夹具的结构设置相同。
5、进一步的,所述左夹具的底部设置有安装座,安装座的下端设置有滑块,且滑块与右直线滑轨之间滑动连接,并且安装座的上端面设置有下连接板,下连接板的上端设置有下夹爪,下夹爪的上端面设置有下垫层。
6、进一步的,所述左夹具的后端设置有后固定架,后固定架的前侧面开设有上凹槽,且后固定架的上端安装有电机,电机下安装有丝杆,且丝杆转动活动在上凹槽内中心。
7、进一步的,所述丝杆上活动连接有活动套,活动套的前部固定有上连接板,且上连接板的前部固定在上夹爪上,上夹爪的下侧面设置有上垫层。
8、本实用新型的有益效果在于:
9、1.本实用新型中左夹具在左直线滑轨上、右夹具在右直线滑轨上均可左右水平移动,方便灵活增大或减小左夹具与右夹具之间的间距,以便用于夹持不同长度的工件,更方便实用。
10、2.本实用新型中左夹具是通过底部的滑块滑动连接在左直线滑轨上,左夹具下部的下夹爪采用u型凹槽结构,方便工件的下部卡再下夹爪内,而且下夹爪上端面所设置的下垫层起到阻尼的效果,使其不易夹损工件外表面,使用安全可靠。
11、3.本实用新型利用电机顺时转动丝杆则可带动活动套笔直下移,在电机逆时针转动丝杆时则可带动活动套笔直上移,方便灵活调整上夹爪在垂直方向的高度位置,从而可调整上夹爪和下夹爪之间的垂直间距,方便夹持不同粗度或厚度的工件,夹持范围更广泛。
技术特征:
1.一种非标生产线焊接成型夹具,其特征在于,包括底座(1)、左夹具(2)和右夹具(3);所述底座(1)的底部左右两侧均设置有垫板(10),且底座(1)的上端面左右两端均设置有外挡板(11),所述底座(1)的上端面左部设置有左安装板(12),左安装板(12)上设置有左直线滑轨(13),且左直线滑轨(13)上活动设置有左夹具(2),所述底座(1)的上端面右部设置有右安装板(15),右安装板(15)上设置有右直线滑轨(16),且右直线滑轨(16)上活动连接有右夹具(3)。
2.根据权利要求1所述的一种非标生产线焊接成型夹具,其特征在于,所述底座(1)的前侧面中部设置有控制面板(14),且控制面板(14)上安装有液晶显示屏。
3.根据权利要求1所述的一种非标生产线焊接成型夹具,其特征在于,所述左夹具(2)、右夹具(3)在水平方向均可左右移动活动,且左夹具(2)和右夹具(3)关于底座(1)的中心线呈左右对称,并且左夹具(2)和右夹具(3)的结构设置相同。
4.根据权利要求1所述的一种非标生产线焊接成型夹具,其特征在于,所述左夹具(2)的底部设置有安装座(20),安装座(20)的下端设置有滑块(21),且滑块(21)与右直线滑轨(16)之间滑动连接,并且安装座(20)的上端面设置有下连接板(23),下连接板(23)的上端设置有下夹爪(24),下夹爪(24)的上端面设置有下垫层(22)。
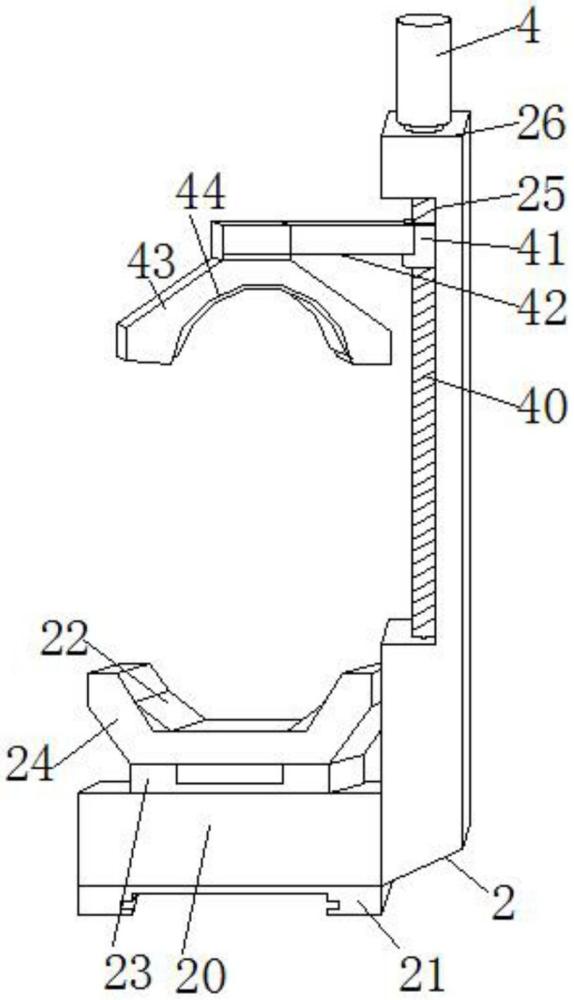
5.根据权利要求1所述的一种非标生产线焊接成型夹具,其特征在于,所述左夹具(2)的后端设置有后固定架(26),后固定架(26)的前侧面开设有上凹槽(25),且后固定架(26)的上端安装有电机(4),电机(4)下安装有丝杆(40),且丝杆(40)转动活动在上凹槽(25)内中心。
6.根据权利要求5所述的一种非标生产线焊接成型夹具,其特征在于,所述丝杆(40)上活动连接有活动套(41),活动套(41)的前部固定有上连接板(42),且上连接板(42)的前部固定在上夹爪(43)上,上夹爪(43)的下侧面设置有上垫层(44)。
技术总结
本技术提供了一种非标生产线焊接成型夹具,涉及焊接夹具技术领域,包括底座、左夹具和右夹具;所述底座的底部左右两侧均设置有垫板,且底座的上端面左右两端均设置有外挡板,所述底座的上端面左部设置有左安装板,左安装板上设置有左直线滑轨,且左直线滑轨上活动设置有左夹具,所述底座的上端面右部设置有右安装板,右安装板上设置有右直线滑轨,且右直线滑轨上活动连接有右夹具;所述底座的前侧面中部设置有控制面板,且控制面板上安装有液晶显示屏;所述左夹具、右夹具在水平方向均可左右移动活动。本技术适用于不同尺寸的工件夹持焊接,夹持更安全稳定,有助于保障所夹持工件避免滑落,支撑安全,使用更灵活可靠。
技术研发人员:陈义春
受保护的技术使用者:青岛浦诺达克智能装备有限公司
技术研发日:20230914
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!