一种自动上下料的螺丝批头压尾装置的制作方法
本技术涉及螺丝批压尾,具体的涉及一种自动上下料的螺丝批头压尾装置。
背景技术:
1、螺丝是利用物体的斜面圆形旋转和摩擦力的物理学和数学原理,循序渐进地紧固器物机件的工具,螺丝的种类多种多样,这其中又以大扁头钻尾螺丝较为常见,在实际生产时,为了实现大扁头钻尾螺丝的自动化加工,就需要用到一种用于大扁头钻尾螺丝自动加工油压车床。
2、但是现有的用于大扁头钻尾螺丝自动加工油压车床在实际使用时,还是存在需要工人手工进行上下料的操作的问题,不仅消耗人力资源,还容易出现操作不当导致工人受伤的问题。
技术实现思路
1、针对现有技术中的问题,本实用新型提供了一种自动上下料的螺丝批头压尾装置,通过上下料组件和压弯组件的配合设置,实现了自动化上下料的压尾工作,节省了人力资源还保护了工人的安全。
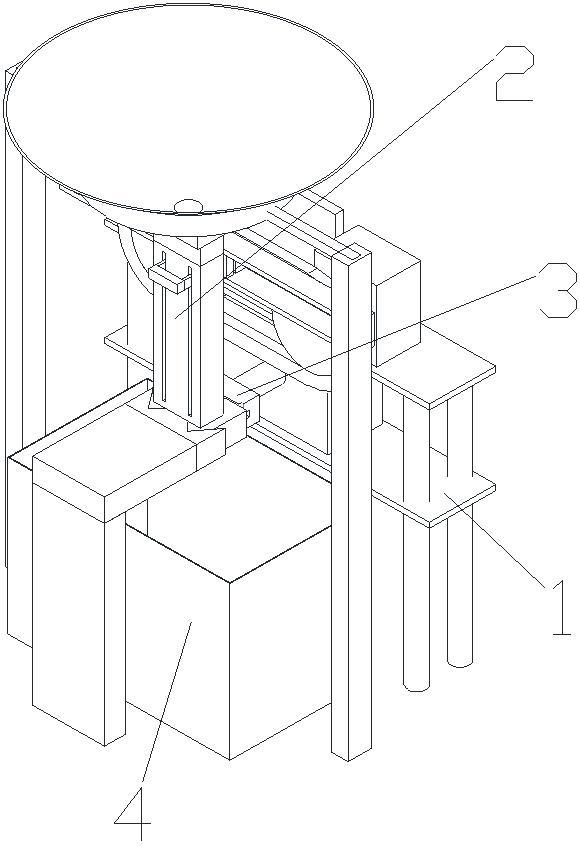
2、本实用新型解决其技术问题所采用的技术方案是:一种自动上下料的螺丝批头压尾装置,包括安装架组、设于安装架组上的上下料组件、设于所述安装架组上的压尾组件、设于所述上下料组件正下方的收集箱;所述上下料组件包括固定设于所述安装架组上的电机、转动设于所述电机上的主轴、固定设于所述安装架组上的定轴、固定设于所述主轴上的第一齿轮、转动设于所述定轴上的第二齿轮、一端转动套设于所述第一齿轮上且另一端转动套设于所述第二齿轮上的链带、一端转动设于所述链带上的短轴、固定设于所述短轴另一端的驱动块;
3、进一步的,所述上下料组件还包括固定设于所述安装架组上的漏料斗、固定设于所述漏料斗下方的下料块,滑动设于所述下料块上的下料架、固定设于所述下料架后端的限位块、固定套设于所述限位块上的限位槽、设于所述下料架两侧的两个移动部件、设于所述下料块内的两个夹持部件。通过上下料组件和压尾组件的设置,使得装置优化了自身的性能,具体使用时,通过上下料组件将物料运输到指定位置,配合横向安装的压尾组件,完成压尾工作,上下料组件的设置可以自动化的完成上下料工作,还可以在下一次上下料工作时,将已经完成压尾操作的物料进行收集。
4、进一步的,所述下料块中间设有圆柱通孔,且圆柱通孔左右两侧开有两个长槽,下料块前后侧开有两个长通槽;所述下料架为矩形中空设置,且左右两侧架体贯穿两个长通槽还可位于长通槽内滑动;所述限位槽呈长方形框体设置,限位块位于所述限位槽内固定设置,所述驱动块位于限位槽内滑动设置,所述限位块与所述驱动块形状相同,所述限位块和驱动块的高度与所述限位槽的宽度相同。
5、进一步的,所述移动部件包括固定设于所述下料架上的移动块、转动设于所述移动块内的移动板、一端固定设于所述移动板上且另一端固定设于所述移动块上的移动弹簧。
6、进一步的,所述移动块与所述下料块圆柱通孔左右两侧的长槽形状相同,且位于长槽内滑动设置;所述移动块中间还设有一个安装槽;所述移动板转动设置于移动块中间的安装槽内;且所述移动板前端呈圆弧状设置,移动板前端的圆弧弧度与下料块的圆弧通道弧度相同。
7、进一步的,所述夹持部件包括固定设于所述下料块上的圆筒、一端固定设于所述圆筒内的夹持弹簧、固定设于所述夹持弹簧另一端的夹持球。
8、进一步的,所述圆筒固定设于所述下料块圆柱通孔左右两侧的长槽内,且长度较小所述夹持球的直径与夹持弹簧的长度总和大于下料块圆柱通孔左右两侧的长槽的宽度,夹持球与螺丝批刀杆始终抵触。
9、进一步的,所述压尾组件包括固定设于所述安装架组上的气缸、滑动设于所述气缸上的气缸主轴、固定设于所述气缸主轴上的推块、分别转动设于所述推块两侧的两个压尾块、一端固定设于所述压尾块上且另一端固定设于所述另一个压尾块上的压尾弹簧、固定设于所述安装架组上的挡块。
10、进一步的,所述压尾块内侧分别对应设有一个安装孔,所述压尾弹簧两端分别位于两个安装孔内;两个所述压尾块前端呈尖角状设置;所述挡块前端呈尖角状凹陷,且与压尾块前端的尖角状设置相同。
11、本实用新型的有益效果是:通过上下料组件的设置可以将物料逐个沿竖直方向移动,上下料组件的向下移动时,可以将物料移动至指定位置,移动组件的设置,将物料向下移动,配合夹持部件可以将物料进行定位,当上下料组件向上移动时,移动组件会将物料留在夹持部件上,防止物料出现滑移,影响压尾工作的进行,优化了装置的性能,完成自动化的上下料工作,并且配合横向设置的压尾组件,可以顺利的完成压尾工作,上下料组件不断往复的过程中,后一个物料会将前一个物料推落,完成收集实现对应的加工,避免了手动移动所造成的安全隐患和人力资源的浪费。
技术特征:
1.一种自动上下料的螺丝批头压尾装置,其特征在于:包括安装架组(1)、设于安装架组(1)上的上下料组件(2)、设于所述安装架组(1)上的压尾组件(3)、设于所述上下料组件(2)正下方的收集箱(4);所述上下料组件(2)包括固定设于所述安装架组(1)上的电机(21)、转动设于所述电机(21)上的主轴(22)、固定设于所述安装架组(1)上的定轴(23)、固定设于所述主轴(22)上的第一齿轮(24)、转动设于所述定轴(23)上的第二齿轮(25)、一端转动套设于所述第一齿轮(24)上且另一端转动套设于所述第二齿轮(25)上的链带(26)、一端转动设于所述链带(26)上的短轴(27)、固定设于所述短轴(27)另一端的驱动块(28);
2.根据权利要求1所述的一种自动上下料的螺丝批头压尾装置,其特征在于:所述下料块(210)中间设有圆柱通孔,且圆柱通孔左右两侧开有两个长槽,下料块(210)前后侧开有两个长通槽;所述下料架(211)为矩形中空设置,且左右两侧架体贯穿两个长通槽还可位于长通槽内滑动;所述限位槽(213)呈长方形框体设置,限位块(212)位于所述限位槽(213)内固定设置,所述驱动块(28)位于限位槽(213)内滑动设置,所述限位块(212)与所述驱动块(28)形状相同,所述限位块(212)和驱动块(28)的高度与所述限位槽(213)的宽度相同。
3.根据权利要求2所述的一种自动上下料的螺丝批头压尾装置,其特征在于:所述移动部件(5)包括固定设于所述下料架(211)上的移动块(51)、转动设于所述移动块(51)内的移动板(52)、一端固定设于所述移动板(52)上且另一端固定设于所述移动块(51)上的移动弹簧(53)。
4.根据权利要求3所述的一种自动上下料的螺丝批头压尾装置,其特征在于:所述移动块(51)与所述下料块(210)圆柱通孔左右两侧的长槽形状相同,且位于长槽内滑动设置;所述移动块(51)中间还设有一个安装槽;所述移动板(52)转动设置于移动块(51)中间的安装槽内;且所述移动板(52)前端呈圆弧状设置,移动板(52)前端的圆弧弧度与下料块(210)的圆弧通道弧度相同。
5.根据权利要求4所述的一种自动上下料的螺丝批头压尾装置,其特征在于:所述夹持部件(6)包括固定设于所述下料块(210)上的圆筒(61)、一端固定设于所述圆筒(61)内的夹持弹簧(62)、固定设于所述夹持弹簧(62)另一端的夹持球(63)。
6.根据权利要求5所述的一种自动上下料的螺丝批头压尾装置,其特征在于:所述圆筒(61)固定设于所述下料块(210)圆柱通孔左右两侧的长槽内,且长度较小所述夹持球(63)的直径与夹持弹簧(62)的长度总和大于下料块(210)圆柱通孔左右两侧的长槽的宽度,夹持球(63)与螺丝批刀杆始终抵触。
7.根据权利要求6所述的一种自动上下料的螺丝批头压尾装置,其特征在于:所述压尾组件(3)包括固定设于所述安装架组上的气缸(31)、滑动设于所述气缸(31)上的气缸主轴(32)、固定设于所述气缸主轴(32)上的推块(33)、分别转动设于所述推块(33)两侧的两个压尾块(34)、一端固定设于所述压尾块(34)上且另一端固定设于所述另一个压尾块(34)上的压尾弹簧(35)、固定设于所述安装架组(1)上的挡块(36)。
8.根据权利要求7所述的一种自动上下料的螺丝批头压尾装置,其特征在于:所述压尾块(34)内侧分别对应设有一个安装孔,所述压尾弹簧(35)两端分别位于两个安装孔内;两个所述压尾块(34)前端呈尖角状设置;所述挡块(36)前端呈尖角状凹陷,且与压尾块(34)前端的尖角状设置相同。
技术总结
本技术涉及一种自动上下料的螺丝批头压尾装置,包括安装架组、设于安装架组上的上下料组件、设于所述安装架组上的压尾组件、设于所述上下料组件正下方的收集箱;所述上下料组件包括固定设于所述安装架组上的电机、转动设于所述电机上的主轴、固定设于所述安装架组上的定轴、固定设于所述主轴上的第一齿轮、转动设于所述定轴上的第二齿轮、一端转动套设于所述第一齿轮上且另一端转动套设于所述第二齿轮上的链带、一端转动设于所述链带上的短轴、固定设于所述短轴另一端的驱动块。本技术解决了现有常见的技术中,在对螺丝批进行压尾操作的时候,需要人工进行上下料的操作的问题。
技术研发人员:吕雪军
受保护的技术使用者:建德市旋具有限公司
技术研发日:20230914
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!