一种商业化锅具全自动生产线的碰焊装置的制作方法
本技术属于锅具智能制造,具体涉及一种商业化锅具全自动生产线的碰焊装置。
背景技术:
1、现有的锅具生产,大都在工厂车间中进行。为保证较高的生产效率,通常在不同的车间完成不同工艺,各个工艺均需上料和下料,不同工艺间还需要单独运送。通过智能化建设,整个生产工艺可以在一条生产线上完成。
2、随着社会进步,在学校等教育机构,出现了向学生展示锅具生产过程的教育需求。为此,出现了教育用锅具生产线,相比车间生产线,教育用锅具生产线在结构上进行了一些优化,一定程度上满足了教育展示需求。
3、与此同时,市场上逐渐出现了商业化生产线的需求。如某地希望将古代的手工作坊和现代化的无人工厂放在一起进行对比。然而,即使是优化后的教育用锅具生产线,仍然存在占地面积大、布局不合理等不足,难以满足这一需求。
4、为此,申请人对商业化锅具全自动生产线进行了攻关。其中一种锅具全自动生产线生产的锅具,其锅身上焊接碰焊柱,手柄通过螺钉与碰焊柱固定。对于此种锅具,申请人在授权公告号cn 211072309 u的中国实用新型中公开了锅具自动去漆装置及锅具自动去漆焊接设备,通过采用激光设备去除锅身表面的油漆并进行焊接。然而,前述的中国实用新型专利,对于如何实现自动上料等具体的焊接结构也语焉不详。同时,其激光去漆及焊接设备圆环形分布,导致占地面积较大,不能满足商业化生产线的要求。
技术实现思路
1、本实用新型针对现有锅具生产线难以满足商业化需求的不足,提供一种商业化锅具全自动生产线的碰焊装置,实现将碰焊柱自动焊接到锅身上。
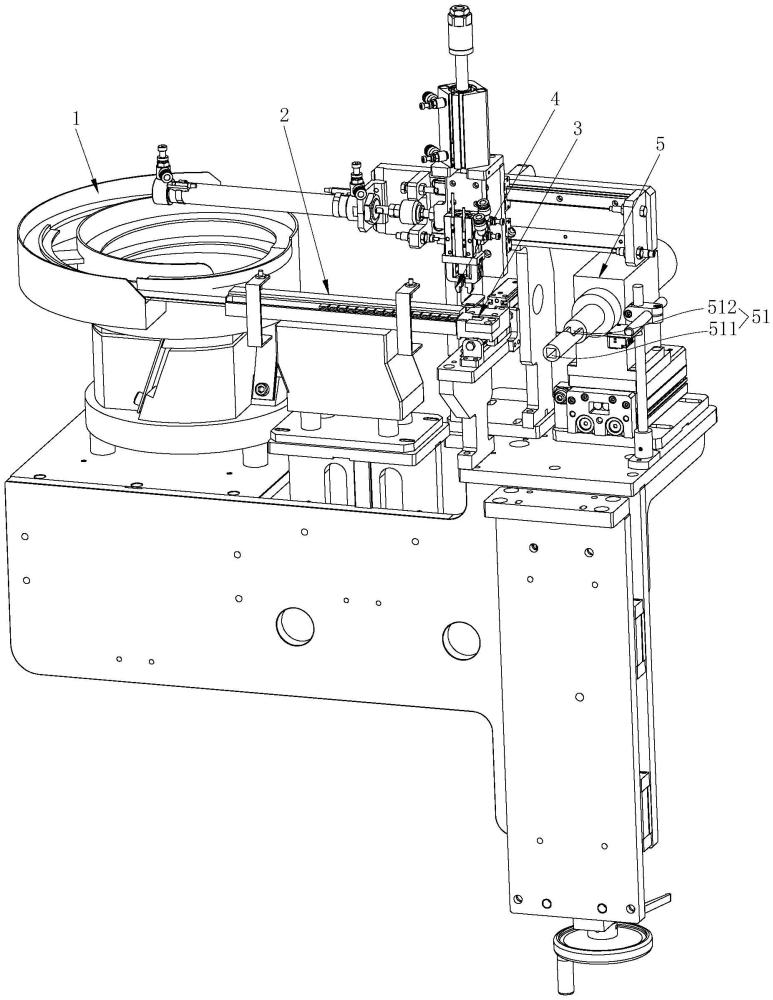
2、为实现上述目的,本实用新型采用如下技术方案:一种商业化锅具全自动生产线的碰焊装置,用于将碰焊柱焊接到锅身上,所述碰焊装置包括:
3、振动盘;
4、直振;
5、分离机构;
6、夹送机构;
7、碰焊机;
8、其中,所述直振两端分别邻接所述振动盘和所述分离机构;
9、其中,所述分离机构包括容纳单个碰焊柱的容纳组件和驱动所述容纳组件垂直于所述直振水平往返运动的分离气缸;
10、其中,所述夹送机构包括夹爪、驱动所述夹爪升降的升降气缸和驱动所述夹爪平移的平移气缸。
11、本实用新型的商业化锅具全自动生产线的碰焊装置,包括振动盘、直振、分离机构、夹送机构和碰焊机,通过振动盘和直振将碰焊柱输送到分离机构,分离机构包括容纳单个碰焊柱的容纳组件和驱动容纳组件垂直于直振水平往返运动的分离气缸,从而可以将单个碰焊柱分离开以便于夹送机构夹取,夹送机构将分离机构分离出的碰焊柱通过夹爪、升降气缸和平移气缸输送到碰焊机进行碰焊,实现自动化碰焊。
12、作为改进,所述直振形成直线槽,所述直线槽中形成导条,所述碰焊柱具有导向槽,所述导条与所述导向槽相配合;所述直振还包括位于所述直线槽上方的挡板。
13、作为改进,所述容纳组件包括底座和挡块,所述底座上形成与所述直线槽适配的滑槽,所述挡块位于所述滑槽远离所述直振的一端,所述滑槽和所述挡块形成单个碰焊柱的容纳腔。
14、作为改进,所述底座中形成与所述导条适配的导向条。
15、作为改进,所述挡块朝向所述滑槽一侧形成避让所述夹爪的避让槽,所述避让槽正对所述导向条。
16、作为改进,所述分离机构还包括基板、设于所述基板上对所述容纳组件进行导向的分离导轨滑块组件;所述基板上还设有缓冲限位组件。
17、作为改进,所述夹送机构还包括基座、设于所述基座上的平移导轨滑块组件,平移滑块上固接竖直板,竖直板由所述平移气缸驱动,竖直板上固接水平板,所述升降气缸设于所述水平板上,竖直板上设有竖直导轨滑块组件,夹爪设于竖直滑块上。
18、作为改进,所述碰焊机包括碰焊头,所述碰焊头形成截面与碰焊柱适配的碰焊槽,所述碰焊头还开设与所述碰焊槽连通的放置槽,所述放置槽向上开口。
19、作为改进,所述碰焊机还包括可升降的导电组件,所述导电组件包括安装板、位于安装板下方的导电压块、设于安装板和导电压块之间的压缩弹簧,所述导电压块连接地线。
20、作为改进,所述碰焊机还包括升降座、升降气缸和导向组件,所述导向组件包括固定于所述升降座上的轴套、与所述安装板固接的导向轴,所述升降气缸的输出杆与所述安装板固接。
21、作为改进,所述碰焊机还包括吸盘组件,所述导电压块下表面开设容纳槽,所述吸盘组件包括位于所述容纳槽中的可形变的吸盘,所述导电压块开设与所述容纳槽相通的气孔,所述气孔连通负压源。
22、作为改进,所述碰焊装置还包括锅身放置旋转组件和激光去漆机构,所述激光去漆机构和碰焊机位于锅身放置旋转组件的两侧。
23、本实用新型的商业化锅具全自动生产线的碰焊装置的有益效果是:包括振动盘、直振、分离机构、夹送机构和碰焊机,通过振动盘和直振将碰焊柱输送到分离机构,分离机构包括容纳单个碰焊柱的容纳组件和驱动容纳组件垂直于直振水平往返运动的分离气缸,从而可以将单个碰焊柱分离开以便于夹送机构夹取,夹送机构将分离机构分离出的碰焊柱通过夹爪、升降气缸和平移气缸输送到碰焊机进行碰焊,实现自动化碰焊。
技术特征:
1.一种商业化锅具全自动生产线的碰焊装置,用于将碰焊柱(8)焊接到锅身上,其特征在于:所述碰焊装置包括:
2.根据权利要求1所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述直振(2)形成直线槽(21),所述直线槽(21)中形成导条(22),所述碰焊柱(8)具有导向槽,所述导条(22)与所述导向槽相配合;所述直振(2)还包括位于所述直线槽(21)上方的挡板(23)。
3.根据权利要求2所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述容纳组件(31)包括底座(311)和挡块(312),所述底座(311)上形成与所述直线槽(21)适配的滑槽(3111),所述挡块(312)位于所述滑槽(3111)远离所述直振(2)的一端,所述滑槽(3111)和所述挡块(312)形成单个碰焊柱(8)的容纳腔。
4.根据权利要求3所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述底座(311)中形成与所述导条(22)适配的导向条(3112);所述挡块(312)朝向所述滑槽(3111)一侧形成避让所述夹爪(42)的避让槽(3121),所述避让槽(3121)正对所述导向条(3112)。
5.根据权利要求1所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述分离机构(3)还包括基板、设于所述基板上对所述容纳组件(31)进行导向的分离导轨滑块组件;所述基板上还设有缓冲限位组件。
6.根据权利要求1所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述夹送机构(4)还包括基座(41)、设于所述基座(41)上的平移导轨滑块组件,平移滑块上固接竖直板,竖直板由所述平移气缸(44)驱动,竖直板上固接水平板,所述升降气缸(43)设于所述水平板上,竖直板上设有竖直导轨滑块组件,夹爪(42)设于竖直滑块上。
7.根据权利要求1所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述碰焊机(5)包括碰焊头(51),所述碰焊头(51)形成截面与碰焊柱(8)适配的碰焊槽(511),所述碰焊头(51)还开设与所述碰焊槽(511)连通的放置槽(512),所述放置槽(512)向上开口。
8.根据权利要求1所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述碰焊机(5)还包括可升降的导电组件(52),所述导电组件(52)包括安装板(521)、位于安装板(521)下方的导电压块(522)、设于安装板(521)和导电压块(522)之间的压缩弹簧(523),所述导电压块(522)连接地线。
9.根据权利要求8所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述碰焊机(5)还包括升降座(53)、吸盘气缸(54)和导向组件(55),所述导向组件(55)包括固定于所述升降座(53)上的轴套(551)、与所述安装板(521)固接的导向轴(552),所述吸盘气缸(54)的输出杆与所述安装板(521)固接;所述碰焊机(5)还包括吸盘组件(56),所述导电压块(522)下表面开设容纳槽(5211),所述吸盘组件(56)包括位于所述容纳槽中的可形变的吸盘,所述导电压块(522)开设与所述容纳槽相通的气孔(5212),所述气孔(5212)连通负压源。
10.根据权利要求1所述的一种商业化锅具全自动生产线的碰焊装置,其特征在于:所述碰焊装置还包括锅身放置旋转组件(6)和激光去漆机构(7),所述激光去漆机构(7)和碰焊机(5)位于锅身放置旋转组件(6)的两侧。
技术总结
本技术属于锅具智能制造技术领域,具体涉及一种商业化锅具全自动生产线的碰焊装置。针对现有锅具生产线难以满足商业化需求的不足,本技术采用如下技术方案:一种商业化锅具全自动生产线的碰焊装置,用于将碰焊柱焊接到锅身上,所述碰焊装置包括:振动盘;直振;分离机构;夹送机构;碰焊机;其中,所述直振两端分别邻接所述振动盘和所述分离机构;其中,所述分离机构包括容纳单个碰焊柱的容纳组件和驱动所述容纳组件垂直于所述直振水平往返运动的分离气缸;其中,所述夹送机构包括夹爪、驱动所述夹爪升降的升降气缸和驱动所述夹爪平移的平移气缸。本技术的碰焊装置的有益效果是:实现自动化碰焊。
技术研发人员:陈文君
受保护的技术使用者:爱仕达股份有限公司
技术研发日:20230912
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!