一种消除摩托车油箱焊接形变的散热装置的制作方法
本技术涉及一种消除摩托车油箱焊接形变的散热装置。
背景技术:
1、随着车辆工业的飞速发展,车身质量要求轻量化,汽车、摩托车等用钢的种类日益多样化,高强钢、超高强钢的应用也更加广泛。在满足车身安全的前提下,所用钢逐渐向高强、减薄的方向发展,对板材的要求也越来越高。板材经成形工艺后,使用焊接工艺对其加工使之成为可用零部件,而对成型钢材的焊接则是零部件制造的关键技术之一,焊接质量将对零部件强度、服役寿命等方面产生重要影响。
2、本次采用co2与ar混合气体保护焊对摩托车油箱进行焊接,该焊接方式具有焊接成本低、生产效率高及焊接质量高等优点,但在实际操作中发现,焊缝两边金属板材会发生有焊接热应力引起的严重形变,直接影响焊接结构性能和安全可靠性。若想消除残余变形和减少残余应力,往往需要增加费时耗资的附加工序。控制焊接应力和变形可采用焊前的预防措施或“被动的”焊后矫正措施。焊前的预防措施包括预变形法和刚性固定法等,焊后的矫正措施常用的有焊缝滚压法、锤击法、整体加热法和局部加热法等。这些方法大多都能有效地减少焊接残余变形和应力,但它们的共同缺点是增加了生产工时和额外的矫正费用,二者显然对于企业来说是弊大于利。
3、因此,通过对焊接装置的进行简洁有效的改善,阻止工件的瞬态面外失稳变形,使之能够有效消除焊接热应力带来的形变是十分必要的。
技术实现思路
1、本实用新型提供一种消除摩托车油箱焊接形变的散热装置,以解决上述提出的如何低成本简单有效地解决消除因焊接热应力带来的严重形变的问题。
2、本实用新型的目的通过以下技术方案来实现:
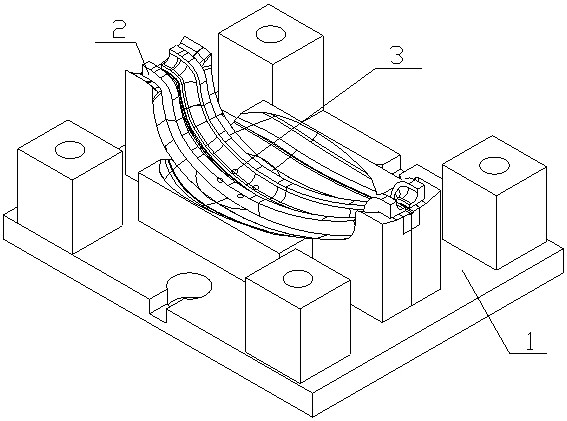
3、一种消除摩托车油箱焊接形变的散热装置,包括夹具,夹具上设有“凹”型镶件,“凹”型镶件上设有预置温度场,预置温度场从焊缝横向方向依次分为第一冷却区域、加热区域和第二冷却区域,“凹”型镶件中设有多个定位孔。
4、本实用新型的进一步改进在于:定位孔左右两侧对称。
5、本实用新型与现有技术相比具有以下优点:
6、1.根据待焊板材的力学性能和热物理特性以及工件本身的结构特征,可以确定所需预置温度场分布的基本参数,在夹具上施加该预制温度场,并且通过实验对其进行进一步修正,应用后使产品合格率上升至97%。
7、2. 该镶件通过简单机加工即可获得,利于焊缝旁冷却区域的施加,并且易于拆卸修改,可通用于焊接形变过大的场合,泛用性强。
8、3.“凹”型镶件左右两侧对称的位置开了多个定位孔,可辅助工件放置时有效定位。
技术特征:
1.一种消除摩托车油箱焊接形变的散热装置,包括夹具(1),其特征在于:所述夹具(1)上设有“凹”型镶件(2),所述“凹”型镶件(2)上设有预置温度场,预置温度场从焊缝横向方向依次分为第一冷却区域(4)、加热区域(5)和第二冷却区域(6),加热区域(5)设有模温机,第一冷却区域(4)和第二冷却区域(6)通过冷却水进行冷却第一冷却区域(4)为焊缝两侧各30mm,加热区域(5)为距焊缝30-70mm区域,第二冷却区域(6)为距焊缝70-100mm区域,所述“凹”型镶件(2)中设有多个定位孔(3)。
2.根据权利要求1所述的一种消除摩托车油箱焊接形变的散热装置,其特征在于:所述定位孔(3)左右两侧对称。
技术总结
本技术公开了一种消除摩托车油箱焊接形变的散热装置,包括夹具,夹具上设有“凹”型镶件,“凹”型镶件上设有预置温度场,预置温度场从焊缝横向方向依次分为第一冷却区域、加热区域和第二冷却区域,“凹”型镶件中设有多个定位孔。通过预置温度场所提供的温差拉伸效应控制焊接热应力应变的发展,以保证定量地控制焊缝纵向压缩塑性应变,阻止焊接时工件发生瞬态面外失稳变形。镶件上开设的凹槽还可以起到隔离工件焊缝与模具的功能,以防工件与模具焊接在一起。通过这种简单有效的手段可改变焊后残余应力场使之重新分布,采用常规的焊接方法和焊接工艺参数,即可达到焊后低应力无变形的效果,提高生产效率。
技术研发人员:吴敬宾,于文波,孙振宇,李俊杰,郑伟辰
受保护的技术使用者:山东翔文机械制造有限公司
技术研发日:20230915
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!