一种齿轮钻孔加工定位工装的制作方法
本技术属于齿轮加工领域,尤其是涉及一种齿轮钻孔加工定位工装。
背景技术:
1、钻床加工齿轮时,需要定位工装对齿轮进行辅助定位,以方便对齿轮进行钻孔作业,但利用现有的定位工装对齿轮进行不同孔位的钻孔时,都需要重新装夹定位,严重滞缓了钻床的加工效率。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种齿轮钻孔加工定位工装,以解决对齿轮进行不同孔位的钻孔时,需要重新装夹定位,导致钻床加工效率较慢的问题。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
3、本实用新型提供一种齿轮钻孔加工定位工装,包括:
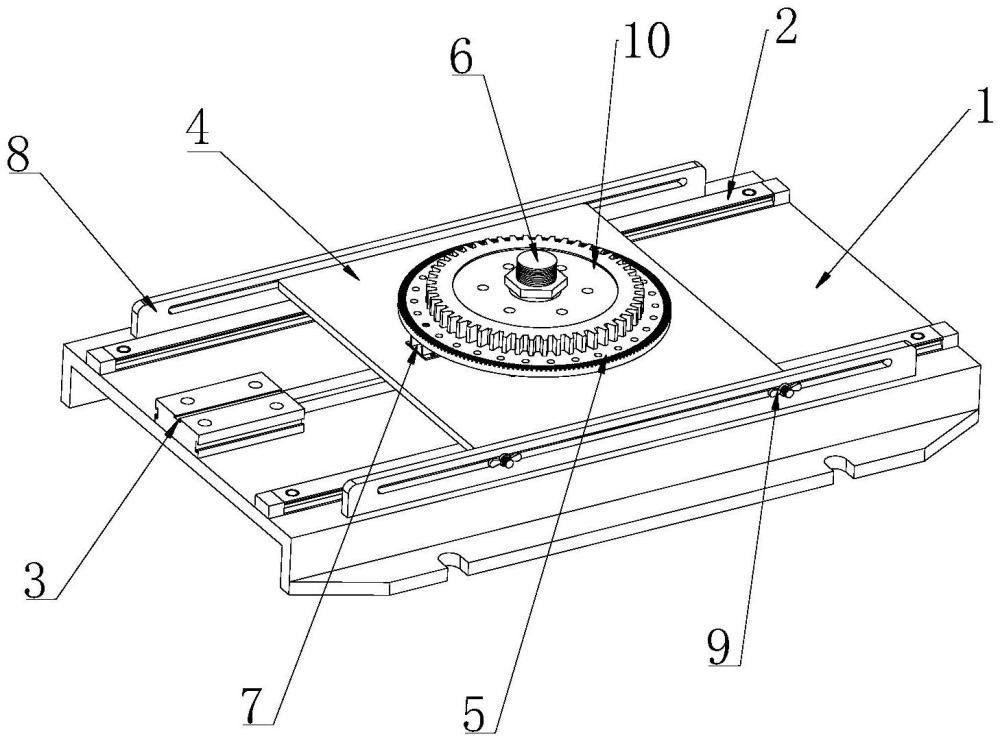
4、安装支座,所述安装支座设置在机床的操作台面上,且所述安装支座上设有直线导轨,所述直线导轨上滑动设置有连接板,驱动构件驱动所述连接板沿直线导轨移动;
5、所述连接板上安装有转动盘,待加工齿轮放置在所述转动盘上,所述转动盘上可拆卸连接有对待加工齿轮进行位置固定的固定构件,所述连接板上还设有对所述转动盘的转动角度进行定位的定位构件。
6、在一些实施方式中,所述安装支座上设有两导向板,两导向板之间预留有供所述连接板横移的横移空间,所述直线导轨位于所述横移空间内;
7、所述导向板上设有通槽,所述连接板的两侧壁固设有滑动杆,所述滑动杆沿所述通槽横移。
8、在一些实施方式中,所述滑动杆上设有外螺纹,设置于所述导向板外侧的滑动杆上螺纹连接有固定旋钮。
9、在一些实施方式中,所述转动盘包括转动基座、以及设置在所述转动基座上的转动板;
10、所述转动基座安装在所述连接板上;
11、所述转动板与所述连接板之间预留有用以安装所述定位构件的空隙。
12、在一些实施方式中,所述定位构件的数量为多个,每个所述定位构件包括固定座,所述固定座上开设有贯穿的容置腔,所述固定座贯穿所述容置腔设有定位杆,所述定位杆上设有防止所述定位杆脱离所述固定座的限位环,所述容置腔内设置有弹簧,且弹簧套设在所述定位杆上;
13、所述转动板上周向设有若干过孔,动作后的定位杆伸入至所述过孔内,所述连接板上也开设有供定位杆动作的贯穿孔。
14、在一些实施方式中,所述定位杆的一端端部为圆角设置,其另一端固设有操纵块。
15、在一些实施方式中,所述固定构件包括定位柱,所述定位柱的底端与转动板螺纹连接,所述定位柱的上部设有外螺纹,所述定位柱上螺纹连接有紧固螺母;
16、所述待加工齿轮的上方与紧固螺母之间设有橡胶垫片。
17、在一些实施方式中,所述转动板的上端面边缘部位周向设有刻度。
18、在一些实施方式中,所述驱动构件包括设置在安装支座上的气缸,气缸的伸缩端与连接板底端设置的固定块连接,气缸驱动连接板沿直线导轨设置方向移动。
19、在一些实施方式中,所述直线导轨的两端端部各设有限位块,以限制连接板的移动行程。
20、相对于现有技术,本实用新型所述的一种齿轮钻孔加工定位工装具有以下有益效果:
21、本实用新型所述的一种齿轮钻孔加工定位工装通过将待加工齿轮放置在转动盘上,利用固定构件将待加工齿轮固定在转动盘上,同时,配合驱动构件驱动转动盘沿直线导轨横移至预定位置后,调节转动盘的转动角度,后利用定位构件对转动盘位置进行快速定位,通过钻床完成对待加工齿轮上多个孔位的打孔作业,该工装操作便捷,可有效减少操作人员的劳动强度和操作时间,进而有效提高钻床打孔的加工效率。
技术特征:
1.一种齿轮钻孔加工定位工装,其特征在于,包括:
2.根据权利要求1所述的一种齿轮钻孔加工定位工装,其特征在于:
3.根据权利要求2所述的一种齿轮钻孔加工定位工装,其特征在于:
4.根据权利要求1所述的一种齿轮钻孔加工定位工装,其特征在于:
5.根据权利要求4所述的一种齿轮钻孔加工定位工装,其特征在于:
6.根据权利要求5所述的一种齿轮钻孔加工定位工装,其特征在于:
7.根据权利要求4所述的一种齿轮钻孔加工定位工装,其特征在于:
8.根据权利要求4所述的一种齿轮钻孔加工定位工装,其特征在于:
9.根据权利要求1所述的一种齿轮钻孔加工定位工装,其特征在于:
10.根据权利要求1所述的一种齿轮钻孔加工定位工装,其特征在于:
技术总结
本技术提供了一种齿轮钻孔加工定位工装,包括:安装支座,安装支座设置在机床的操作台面上,且安装支座上设有直线导轨,直线导轨上滑动设置有连接板,驱动构件驱动连接板沿直线导轨移动;连接板上安装有转动盘,待加工齿轮放置在转动盘上,转动盘上可拆卸连接有对待加工齿轮进行位置固定的固定构件,连接板上还设有对转动盘的转动角度进行定位的定位构件。本技术所述的一种齿轮钻孔加工定位工装操作便捷,可有效减少操作人员的劳动强度和操作时间,进而有效提高钻床打孔的加工效率。
技术研发人员:马跃,李俊杰,吴洪亮
受保护的技术使用者:天津泰威齿轮有限公司
技术研发日:20230914
技术公布日:2024/5/27
- 还没有人留言评论。精彩留言会获得点赞!