一种铝材模具压制成型设备的制作方法
本技术涉及铝材压制成型领域,具体涉及一种铝材模具压制成型设备。
背景技术:
1、铝合金是工业中应用最广泛的一类有色金属结构材料,由于其可塑性较高,而且不易受到侵蚀,因此在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。铝合金在生产完成后,需要根据要求对其塑性,此时就需要使用到成型模具,现有技术中,传统的塑性模具都是由上下模配合使用,将铝合金板材放到下模的成型腔内部,接着再由上模下降压制铝合金板材,等待铝合金板材压制成型后,等待成型后的板材冷却冷却,再将其取出。
2、然而在完成对铝合金板材的压制成型处理后,缺少辅助取料结构,传统的方式都是工作人员戴着手套用手将成型腔内的板材扣出,或者将下模具反扣在工作台上,并且利用工具敲打下模具,使板材震动掉落,不仅容易误伤工作人员,同时工作效率较低,影响铝合金板材的生产。
3、因此,发明一种铝材模具压制成型设备很有必要。
技术实现思路
1、本实用新型的目的是为解决上述背景技术中提出的问题。
2、为了实现上述目的,本实用新型提供如下技术方案:一种铝材模具压制成型设备,包括固定架和液压缸,所述液压缸安装在固定架上端,所述液压缸下的安装有上模板,所述固定架底端中间设置有下模框,所述上模板位于下模框上方,所述下模框底部中间设置有防脱组件,所述下模框底部两侧间隔安装有固定柱,所述防脱组件的一端连接有气源组件。
3、基于上述特征:使用时,将需要压制成型的铝合金板材放到下模框的中间,此时防脱组件和固定柱可以在下模框的下的对齐底部支撑固定,接着液压缸将带动上模板下移压制铝合金板材,当铝合金板材压制成型后,可以利用液压缸带动上模板上移,这时被压制成型后的铝合金板材上方将没有压制力,防脱组件和固定柱可以将下模框内的铝合金板材向上顶起,方便工作人员将压制成型后的铝合金板材取出。
4、优选的,所述下模框的中间开设有成型腔,所述成型腔内部设置有定位底板,所述下模框底部安装有中空状的底座。
5、基于上述特征:当铝合金板材被上模板压制时,定位底板将下移到成型腔的最下端,由于防脱组件和固定柱的限位,使得定位底板下移到成型腔的最下端后,将无法继续移动,当上模板上移脱离成型腔时,防脱组件和固定柱将推动定位底板上移,方便定位底板将成型腔内部的铝合金板材向上推出。
6、优选的,所述防脱组件包括防脱板以及所述防脱板表面开设的气孔,所述防脱板底端安装有支撑柱。
7、基于上述特征:当定位底板贴合在防脱板上方时,可以利用气源组件抽吸防脱板内部的空气,使防脱板通过其上端表面的气孔吸附定位底板,而若需要定位底板上移推出成型腔内部的铝合金板材时,可以再此利用气源组件向防脱板内部吹气,此时吹出的气将通过气孔喷出向上顶起定位底板。
8、优选的,所述固定柱包括内腔上端开设的穿孔,所述固定柱内腔下的开设的限位孔,所述穿孔与限位孔内部活动贯穿有顶杆。
9、基于上述特征:顶杆可以在穿孔和限位孔内部活动伸缩,当上模板上移脱离成型腔内部后,顶杆可以向上回弹顶起定位底板。
10、优选的,所述顶杆的底部固定安装有挡板,所述挡板底部安装有缓冲弹簧,所述挡板与缓冲弹簧位于限位孔内部。
11、基于上述特征:顶杆下移时,缓冲弹簧将被挤压变形,当上模板上移脱离成型腔内部后,缓冲弹簧将向上回弹顶杆。
12、优选的,所述气源组件包括输气管以及所述输气管远离防脱板一端连接的三通阀,所述三通阀的两侧设置有真空抽吸泵和风机。
13、基于上述特征:输气管连接在防脱板的一端,真空抽吸泵启动时,可以通过输气管抽吸防脱板内部的空气,使防脱板通过其上端表面的气孔吸附定位底板,当风机启动时,可以通过输气管向防脱板内部吹气,此时吹出的气将通过气孔喷出向上顶起定位底板。
14、优选的,所述三通阀的两侧对称安装有导向管,所述导向管远离三通阀的一端分别与真空抽吸泵、风机连接,所述导向管靠近三通阀的一端安装有电磁阀。
15、基于上述特征:导向管设置为两根,其中一根连接在真空抽吸泵与三通阀之间,另一根导向管连接在风机与三通阀之间,两个电磁阀可以对两根导向管独立封闭或打开。
16、本实用新型的有益效果是:
17、1、当上模板将铝合金板材下压到成型腔内部时,定位底板将下移到成型腔的最下端,此时随着定位底板的下移,顶杆也将向穿孔和限位孔内部回缩,当顶杆完全回缩,使固定柱的顶面与定位底板底面接触时,定位底板将处于固定不动的状态,此时定位底板的底面也将贴合在防脱板的上方,当铝合金板材在成型腔内部被压制成型后,上模板将上移脱离成型腔,此时缓冲弹簧将向上回弹顶杆,同时风机通过输气管向防脱板内部吹气,吹出的气体将通过气孔喷出,从而可以利用喷出的气体和回弹的顶杆向上顶起定位底板和铝合金板材,方便工作人员快速将压制成型后的铝合金板材取出。
18、2、当不需要定位底板向上移动时,可以关闭靠近风机一端的导向管,并且打开连接真空抽吸泵上的导向管,此时真空抽吸泵将通过导向管、三通阀和输气管抽吸防脱板内部的空气,使防脱板通过其上端表面的气孔吸附定位底板,此时定位底板将处于固定状态,无法自行向上回弹或移动,提高定位底板的调节性。
技术特征:
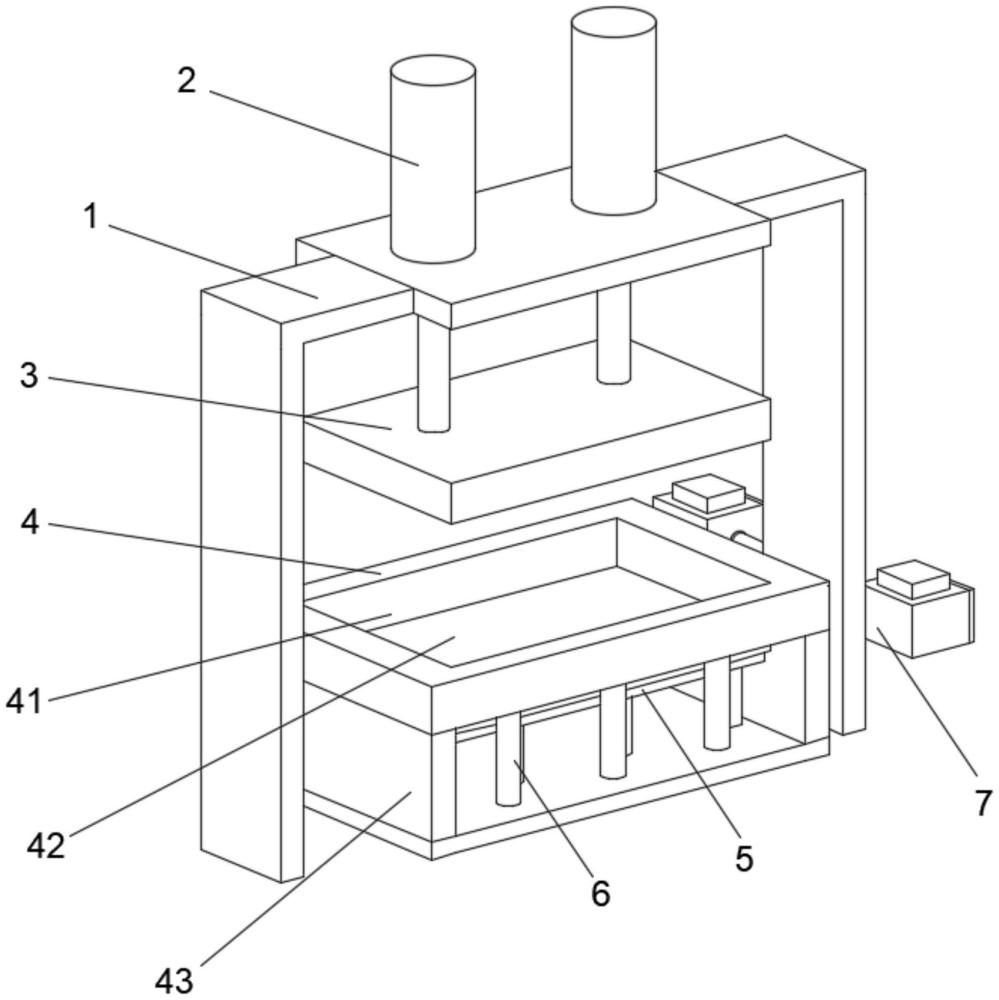
1.一种铝材模具压制成型设备,包括固定架(1)和液压缸(2),所述液压缸(2)安装在固定架(1)上端,其特征在于:所述液压缸(2)下的安装有上模板(3),所述固定架(1)底端中间设置有下模框(4),所述上模板(3)位于下模框(4)上方,所述下模框(4)底部中间设置有防脱组件(5),所述下模框(4)底部两侧间隔安装有固定柱(6),所述防脱组件(5)的一端连接有气源组件(7)。
2.根据权利要求1所述的一种铝材模具压制成型设备,其特征在于:所述下模框(4)的中间开设有成型腔(41),所述成型腔(41)内部设置有定位底板(42),所述下模框(4)底部安装有中空状的底座(43)。
3.根据权利要求1所述的一种铝材模具压制成型设备,其特征在于:所述防脱组件(5)包括防脱板(51)以及所述防脱板(51)表面开设的气孔(52),所述防脱板(51)底端安装有支撑柱(53)。
4.根据权利要求1所述的一种铝材模具压制成型设备,其特征在于:所述固定柱(6)包括内腔上端开设的穿孔(61),所述固定柱(6)内腔下的开设的限位孔(62),所述穿孔(61)与限位孔(62)内部活动贯穿有顶杆(63)。
5.根据权利要求4所述的一种铝材模具压制成型设备,其特征在于:所述顶杆(63)的底部固定安装有挡板(631),所述挡板(631)底部安装有缓冲弹簧(632),所述挡板(631)与缓冲弹簧(632)位于限位孔(62)内部。
6.根据权利要求1所述的一种铝材模具压制成型设备,其特征在于:所述气源组件(7)包括输气管(71)以及所述输气管(71)远离防脱板(51)一端连接的三通阀(72),所述三通阀(72)的两侧设置有真空抽吸泵(73)和风机(74)。
7.根据权利要求6所述的一种铝材模具压制成型设备,其特征在于:所述三通阀(72)的两侧对称安装有导向管(721),所述导向管(721)远离三通阀(72)的一端分别与真空抽吸泵(73)、风机(74)连接,所述导向管(721)靠近三通阀(72)的一端安装有电磁阀(722)。
技术总结
本技术涉及铝材压制成型领域,具体涉及一种铝材模具压制成型设备,其技术方案是:包括固定架和液压缸,液压缸安装在固定架上端,液压缸下的安装有上模板,固定架底端中间设置有下模框,上模板位于下模框上方,下模框底部中间设置有防脱组件,下模框底部两侧间隔安装有固定柱,防脱组件的一端连接有气源组件,本技术的有益效果是:当铝合金板材在成型腔内部被压制成型后,上模板将上移脱离成型腔,此时缓冲弹簧将向上回弹顶杆,同时风机通过输气管向防脱板内部吹气,吹出的气体将通过气孔喷出,从而可以利用喷出的气体和回弹的顶杆向上顶起定位底板和铝合金板材,方便工作人员快速将压制成型后的铝合金板材取出。
技术研发人员:万堃鋆,潘明华,潘汝德,万曰德
受保护的技术使用者:江苏美客鼎嵘智能装备制造有限公司
技术研发日:20230918
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!