壳体定位工装的制作方法
本技术涉及定位设备,尤其涉及壳体定位工装。
背景技术:
1、飞机是指具有一具或多具发动机的动力装置产生前进的推力或拉力,由机身的固定机翼产生升力,在大气层内飞行的重于空气的航空器,飞机制造时需要用到薄壁壳体零件进行拼装,壳体零件在生产加工过程中,需要将其固定在定位工装的顶部,以便于对零件的加工。
2、但是现有设备中,在壳体在批量加工生产时,存在找正困难的问题,导致零件生产时尺寸会产生误差,为此提出壳体定位工装。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的壳体定位工装。
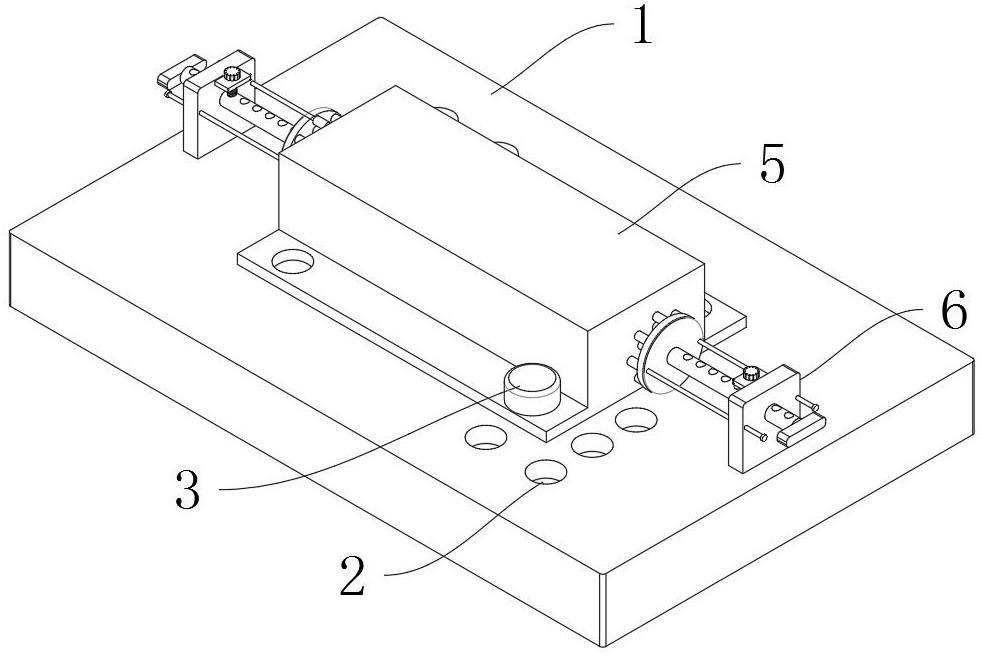
2、为了实现上述目的,本实用新型采用了如下技术方案:壳体定位工装,包括工装底板,所述工装底板的顶部活动设有定位圆锥销和定位菱形锥销,所述工装底板的顶部设有待加工零件,所述工装底板的顶部设有两个加固结构。
3、作为上述技术方案的进一步描述:
4、所述加固结构包括与工装底板固定安装的竖板,所述竖板上活动设有推拉杆,所述推拉杆的一端固定设有加固盘,所述推拉杆的另一端固定设有拉柄,所述加固盘远离拉柄的一侧设有多个挤压杆,所述挤压杆由橡胶制成,所述竖板的一侧固定设有横板,所述横板上活动设有定位螺栓。
5、作为上述技术方案的进一步描述:
6、所述竖板上活动设有两个限位杆,两个所述限位杆远离拉柄的一端均和加固盘的一侧固定连接。
7、作为上述技术方案的进一步描述:
8、所述推拉杆的顶部设有多个定位圆孔,所述定位螺栓的直径小于定位圆孔的内径。
9、作为上述技术方案的进一步描述:
10、所述横板上设有通孔,通孔内壁设有螺纹,所述定位螺栓和通孔内壁的螺纹相适配。
11、作为上述技术方案的进一步描述:
12、所述工装底板的顶部设有多个销孔,所述定位圆锥销和定位菱形锥销和销孔相适配。
13、本实用新型具有如下有益效果:
14、1、与现有技术相比,该壳体定位工装,通过设置定位圆锥销和定位菱形锥销,取代了传统的双圆锥销定位,能够减小两个圆柱销受孔距误差的影响,同时定位菱形锥销的设置能够进行间隙的微量调整,可有效防止零件空位形变无法插入定位的现象,降低了找正难度,能够有效杜绝零件在非找正状态下加工,确保加工精度。
15、2、与现有技术相比,该壳体定位工装,通过设置竖板、推拉杆、加固盘、拉柄、限位杆、横板和定位螺栓等部件,在零件完成初步定位后将两个拉柄向相靠近的方向推动,两个拉柄再带动推拉杆,两个推拉杆再带动加固盘,加固盘再带动一侧的挤压杆,当挤压杆的一端与零件外表面贴合并紧紧贴合后,顺时针转动定位螺栓,定位螺栓的底部插进推拉杆顶部的定位孔后,即可实现对推拉杆的定位,两个加固盘对零件的两侧进行限位、固定,能够有效防止在加工过程中因零件晃动出现位移,导致加工尺寸出现偏差的问题。
技术特征:
1.壳体定位工装,包括工装底板(1),其特征在于:所述工装底板(1)的顶部活动设有定位圆锥销(3)和定位菱形锥销(4),所述工装底板(1)的顶部设有待加工零件(5),所述工装底板(1)的顶部设有两个加固结构(6)。
2.根据权利要求1所述的壳体定位工装,其特征在于:所述加固结构(6)包括与工装底板(1)固定安装的竖板(601),所述竖板(601)上活动设有推拉杆(602),所述推拉杆(602)的一端固定设有加固盘(603),所述推拉杆(602)的另一端固定设有拉柄(604),所述加固盘(603)远离拉柄(604)的一侧设有多个挤压杆,所述挤压杆由橡胶制成,所述竖板(601)的一侧固定设有横板(606),所述横板(606)上活动设有定位螺栓(607)。
3.根据权利要求2所述的壳体定位工装,其特征在于:所述竖板(601)上活动设有两个限位杆(605),两个所述限位杆(605)远离拉柄(604)的一端均和加固盘(603)的一侧固定连接。
4.根据权利要求2所述的壳体定位工装,其特征在于:所述推拉杆(602)的顶部设有多个定位圆孔,所述定位螺栓(607)的直径小于定位圆孔的内径。
5.根据权利要求2所述的壳体定位工装,其特征在于:所述横板(606)上设有通孔,通孔内壁设有螺纹,所述定位螺栓(607)和通孔内壁的螺纹相适配。
6.根据权利要求1所述的壳体定位工装,其特征在于:所述工装底板(1)的顶部设有多个销孔(2),所述定位圆锥销(3)和定位菱形锥销(4)和销孔(2)相适配。
技术总结
本技术属于定位设备技术领域,尤其为壳体定位工装,包括工装底板,所述工装底板的顶部活动设有定位圆锥销和定位菱形锥销,所述工装底板的顶部设有待加工零件,所述工装底板的顶部设有两个加固结构,所述加固结构包括与工装底板固定安装的竖板,所述竖板上活动设有推拉杆,所述推拉杆的一端固定设有加固盘,所述推拉杆的另一端固定设有拉柄,本技术通过设置定位圆锥销和定位菱形锥销,取代了传统的双圆锥销定位,能够减小两个圆柱销受孔距误差的影响,同时定位菱形锥销的设置能够进行间隙的微量调整,可有效防止零件空位形变无法插入定位的现象,降低了找正难度,能够有效杜绝零件在非找正状态下加工,确保加工精度。
技术研发人员:杨毅,蒋红伟,林豪
受保护的技术使用者:成都华航一通科技有限公司
技术研发日:20230919
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!