一种集装箱波纹板生产用压制装置的制作方法
本技术涉及集装箱波纹板生产,具体是一种集装箱波纹板生产用压制装置。
背景技术:
1、现如今自动化生产正在以一个惊人的速度走入了各种生产场合,越来越多的工厂企业正在投产建设自动化工厂和对一些现有的生产方式进行升级。而自动化生产的稳定性、精确度、速度和流水线使用寿命也慢慢成为自动化生产的主要影响因素。合理布局、大量伺服电机的使用、柔性化装置的使用、各种替代材料的使用等也正在开发研究中走向繁荣。现有的板料压制装置中的定位装置会使得集装箱波纹板在模具压制过程中,因板料会产生收缩、下沉,普通推料或夹钳无法跟随板料前后移动和上下移动。
技术实现思路
1、本实用新型的目的是提供一种集装箱波纹板生产用压制装置,解决上述技术问题。
2、为实现上述目的,本实用新型提供如下技术方案:
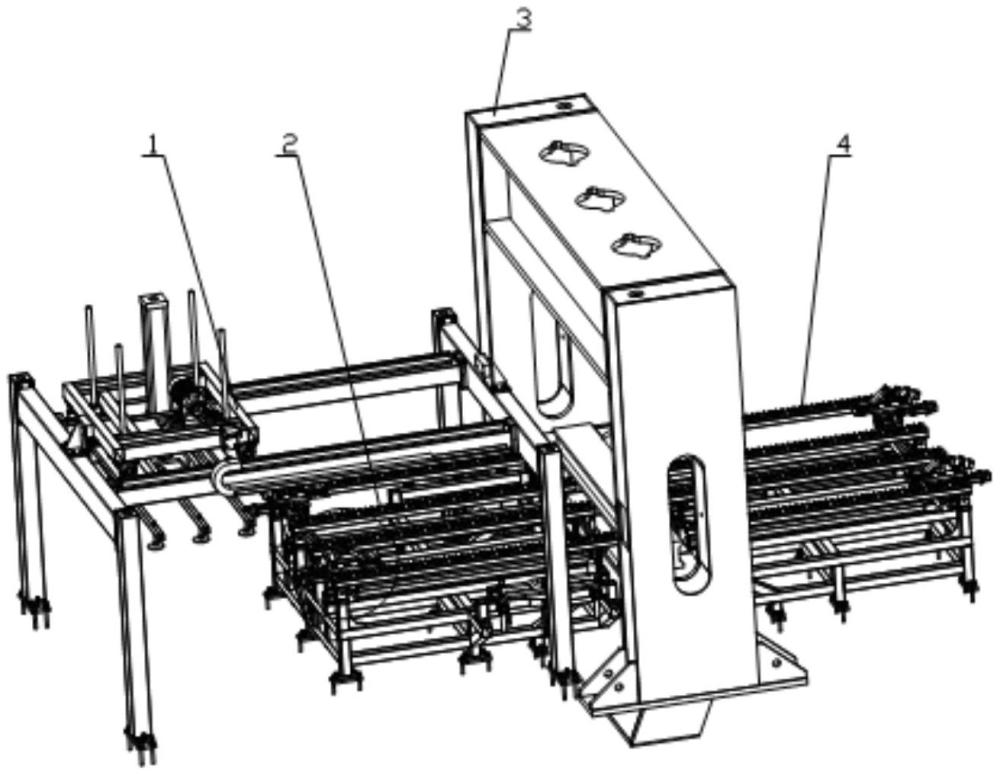
3、一种集装箱波纹板生产用压制装置,包括送料桁架、工作台和油压机,其中,所述工作台包括前送料夹钳工作台和后送料夹钳工作台,还包括:
4、移动机构,所述前送料夹钳工作台和后送料夹钳工作台上分别设有移动机构;
5、柔性伺服送料夹钳定位装置,安装在所述移动机构上,用于实现对工件的柔性夹紧。
6、作为本实用新型进一步的技术方案,所述移动机构包括:
7、伺服电机,其安装在所述工作台一侧;
8、第一导向线轨,其与所述工作台固定连接,且所述第一导向线轨的数量至少为两个;
9、移动台,其与所述第一导向线轨滑动连接;
10、第一感应开关,其设置在所述工作台一侧。
11、作为本实用新型进一步的技术方案,所述柔性伺服送料夹钳定位装置包括:
12、安装座,其与所述移动台固定连接;
13、第二导向线轨,其与所述安装座之间通过缓冲弹簧连接;
14、缓冲气缸,其固定安装在所述第二导向线轨的一侧;
15、支撑台,其与所述第二导向线轨滑动连接,且所述缓冲气缸的输出端与所述支撑台连接;
16、夹料气缸,其转动安装在所述支撑台一侧;
17、连杆,其转动安装在所述支撑台上,且所述连杆一端与所述夹料气缸的输出端转动连接,所述连杆的另一端连接有夹料夹具;
18、第二感应开关,其设置在所述支撑台一侧。
19、作为本实用新型进一步的技术方案,一个所述移动台上至少设有两个所述柔性伺服送料夹钳定位装置,所述柔性伺服送料夹钳定位装置对称设置在所述移动台上。
20、作为本实用新型进一步的技术方案,所述前送料夹钳工作台和后送料夹钳工作台结构相同,且相互对称设置,所述前送料夹钳工作台和后送料夹钳工作台处于同一水平线上,且相互连接,所述油压机处于所述前送料夹钳工作台和后送料夹钳工作台之间的上侧。
21、与现有技术相比,本实用新型的有益效果是:本实用新型为控制工件的精度,将现有的集装箱波纹板生产用压制装置中的伺服夹钳送料装置改为柔性伺服送料夹钳定位装置,使其在工作过程中夹钳进行柔性夹紧,压制完成后使其位置自动恢复,避免板料压制过程中定位的刚性变位,实现压制过程中的板料压制的位置可控,实现整体加工工件的精度控制。
技术特征:
1.一种集装箱波纹板生产用压制装置,包括送料桁架、工作台和油压机,其中,所述工作台包括前送料夹钳工作台和后送料夹钳工作台,其特征在于,还包括:
2.根据权利要求1所述的一种集装箱波纹板生产用压制装置,其特征在于,所述移动机构包括:
3.根据权利要求2所述的一种集装箱波纹板生产用压制装置,其特征在于,所述柔性伺服送料夹钳定位装置包括:
4.根据权利要求3所述的一种集装箱波纹板生产用压制装置,其特征在于,一个所述移动台上至少设有两个所述柔性伺服送料夹钳定位装置,所述柔性伺服送料夹钳定位装置对称设置在所述移动台上。
5.根据权利要求1所述的一种集装箱波纹板生产用压制装置,其特征在于,所述前送料夹钳工作台和后送料夹钳工作台结构相同,且相互对称设置,所述前送料夹钳工作台和后送料夹钳工作台处于同一水平线上,且相互连接,所述油压机处于所述前送料夹钳工作台和后送料夹钳工作台之间的上侧。
技术总结
本技术涉及一种集装箱波纹板生产用压制装置,属于集装箱波纹板生产技术领域,包括送料桁架、工作台和油压机,其中,所述工作台包括前送料夹钳工作台和后送料夹钳工作台,还包括:移动机构,所述前送料夹钳工作台和后送料夹钳工作台上分别设有移动机构;柔性伺服送料夹钳定位装置,安装在所述移动机构上,用于实现对工件的柔性夹紧;本技术为控制工件的精度,将现有的集装箱波纹板生产用压制装置中的伺服夹钳送料装置改为柔性伺服送料夹钳定位装置,使其在工作过程中夹钳进行柔性夹紧,压制完成后使其位置自动恢复,避免板料压制过程中定位的刚性变位,实现压制过程中的板料压制的位置可控,实现整体加工工件的精度控制。
技术研发人员:杨承寿,杜贞伟
受保护的技术使用者:上海埃锡尔数控机床有限公司
技术研发日:20230920
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!