一种装配轴承的工装的制作方法
本技术属于轴承装配,具体涉及一种装配轴承的工装。
背景技术:
1、轴承在机械设备中起到支撑转子转动的作用,因此轴承的装配质量至关重要。为了保证轴承装配的精度和效率,需要采用相应的工装。轴承装配工装是指用于轴承组件安装和调节的机械装置或系统。其技术背景在于制造业对轴承安装的精度和效率不断提高的需求,以及对工业自动化生产的追求。
2、目前,轴承在装配时有如下几种方法,例如,手动调节方法,该方法通过调整轴承和轴之间的距离来达到轴承定位和修正问题;另一个方法是基于传感器的调节方法,该方法通过传感器监测载荷并根据反馈进行调整。此外,还有基于机械手臂和气动夹具的装配方案,但是,上述方法无法预先设置好对轴承进行压装的参数,导致轴承装配时的精度低。
技术实现思路
1、本实用新型的目的在于提供一种装配轴承的工装,用以解决上述背景技术中所提出的问题。
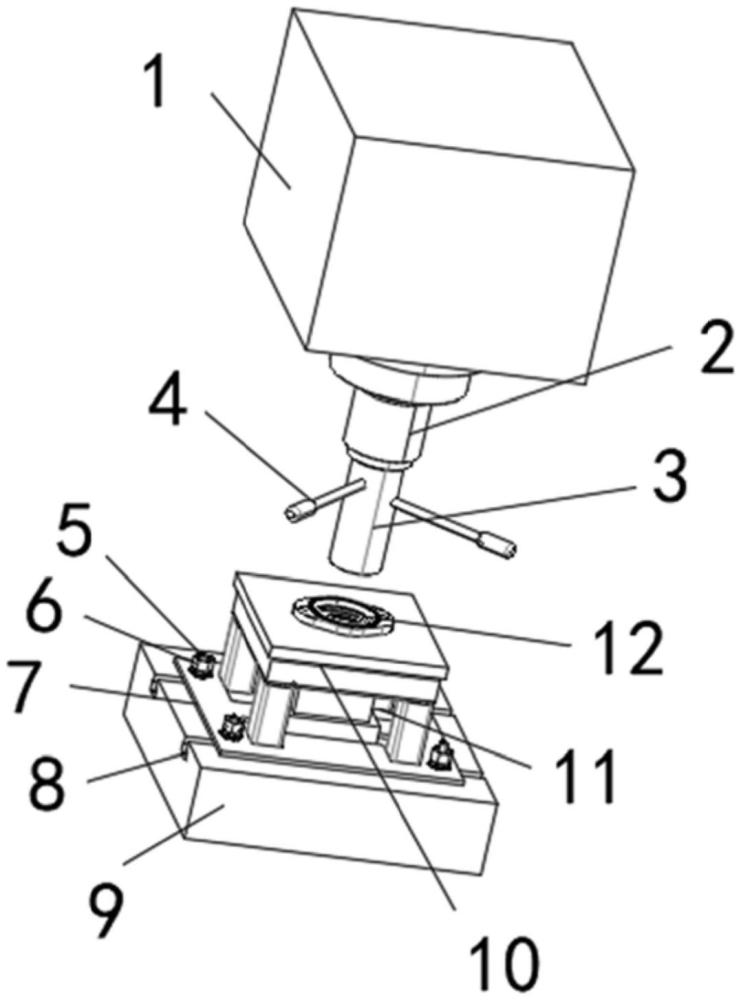
2、为实现上述目的,本实用新型提供如下技术方案:一种装配轴承的工装,包括:具有夹持位的设备本体,所述夹持位上从上至下依次安装有马达轴承座、轴承座工装架和轴承底座工装,所述轴承座工装架顶部与轴承底座工装之间形成有用于容纳所述马达轴承座的夹持空间。
3、优选的,所述轴承座工装架的上方还安装有用于可升降的压轴承套,所述压轴承套的顶部从上至下依次安装有油压机本体和油压机伸缩轴。
4、优选的,所述油压机伸缩轴的底端开设有螺纹孔,所述压轴承套顶端的外部设有螺接在螺纹孔中的外螺纹。
5、优选的,所述压轴承套的外壁上处于外螺纹的下方还安装有拨杆。
6、优选的,所述设备本体从上至下依次安装有固定工装底板和油压机滑台,且所述轴承座工装架和轴承底座工装均安装在固定工装底板的顶部。
7、优选的,所述油压机滑台上还开设有用于调整所述固定工装底板水平位置的滑槽,所述滑槽中滑动安装有滑块,所述滑块的顶部安装有贯穿所述固定工装底板的螺柱,且所述固定工装底板的上方设有螺接在螺柱上的螺母。
8、优选的,所述轴承座工装架的顶部为平面底部四角为支撑柱的支撑结构,且所述轴承底座工装设置在四个支撑柱之间。
9、本实用新型与现有技术相比,具有以下有益效果:
10、(1)本实用新型通过加设的轴承座工装架和轴承底座工装,通过轴承座工装架和轴承底座工装为马达轴承座提供纵向定位,从而提高设备装配的精度。
11、(2)本实用新型通过加设的油压机本体和油压机伸缩轴,利用了油压机本体和油压机伸缩轴组成液压系统,通过液压系统和专用工装技术实现了压装轴承的操作,控制精度更高、效率更快。
12、(3)本实用新型通过加设的螺纹孔、外螺纹和拨杆,通过拨杆可带动压轴承套在外螺纹和螺纹孔的螺接下可在油压机伸缩轴上进行伸缩,从而调节压轴承套与马达轴承座之间的间距,实现了设备在预先设置好的参数对轴承进行压装,并可在装配过程中实时检测轴承的精度,优化装配效果。
13、(4)本实用新型通过加设的滑块、滑槽、螺柱和螺母,通过螺母和螺柱可解除滑块在滑槽中的限制,从而让固定工装底板通过滑块在滑槽中进行移动,进而带动马达轴承座在压轴承套的下方进行位置调节,实现了对马达轴承座位置修正的作用。
技术特征:
1.一种装配轴承的工装,其特征在于,包括:具有夹持位的设备本体,所述夹持位上从上至下依次安装有马达轴承座(12)、轴承座工装架(10)和轴承底座工装(11),所述轴承座工装架(10)顶部与轴承底座工装(11)之间形成有用于容纳所述马达轴承座(12)的夹持空间。
2.根据权利要求1所述的一种装配轴承的工装,其特征在于:所述轴承座工装架(10)的上方还安装有用于可升降的压轴承套(3),所述压轴承套(3)的顶部从上至下依次安装有油压机本体(1)和油压机伸缩轴(2)。
3.根据权利要求2所述的一种装配轴承的工装,其特征在于:所述油压机伸缩轴(2)的底端开设有螺纹孔(14),所述压轴承套(3)顶端的外部设有螺接在螺纹孔(14)中的外螺纹(15)。
4.根据权利要求3所述的一种装配轴承的工装,其特征在于:所述压轴承套(3)的外壁上处于外螺纹(15)的下方还安装有拨杆(4)。
5.根据权利要求1所述的一种装配轴承的工装,其特征在于:所述设备本体从上至下依次安装有固定工装底板(7)和油压机滑台(9),且所述轴承座工装架(10)和轴承底座工装(11)均安装在固定工装底板(7)的顶部。
6.根据权利要求5所述的一种装配轴承的工装,其特征在于:所述油压机滑台(9)上还开设有用于调整所述固定工装底板(7)水平位置的滑槽(8),所述滑槽(8)中滑动安装有滑块(13),所述滑块(13)的顶部安装有贯穿所述固定工装底板(7)的螺柱(5),且所述固定工装底板(7)的上方设有螺接在螺柱(5)上的螺母(6)。
7.根据权利要求1所述的一种装配轴承的工装,其特征在于:所述轴承座工装架(10)的顶部为平面底部四角为支撑柱的支撑结构,且所述轴承底座工装(11)设置在四个支撑柱之间。
技术总结
本技术属于轴承装配技术领域,具体涉及一种装配轴承的工装,包括:具有夹持位的设备本体,所述夹持位上从上至下依次安装有马达轴承座、轴承座工装架和轴承底座工装,所述轴承座工装架顶部与轴承底座工装之间形成有用于容纳所述马达轴承座的夹持空间,所述轴承座工装架的上方还安装有用于可升降的压轴承套,所述压轴承套的顶部从上至下依次安装有油压机本体和油压机伸缩轴,所述油压机伸缩轴的底端开设有螺纹孔,所述压轴承套顶端的外部设有螺接在螺纹孔中的外螺纹,本技术通过加设的轴承座工装架和轴承底座工装,通过轴承座工装架和轴承底座工装为马达轴承座提供纵向定位,从而提高设备装配的精度。
技术研发人员:张术春,谭旭峰,沈小朋,刘万标
受保护的技术使用者:纽恩驰(湖南)环境产业有限公司
技术研发日:20230920
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!