一种多工位轴向零移位内涨油压夹具的制作方法
本技术涉及夹具领域,尤其是一种多工位轴向零移位内涨油压夹具。
背景技术:
1、在机床上加工工件时,为了保证被工件在该工序所加工的内容能达到图纸上规定的尺寸及位置精度等技术要求,必须使得工件相对于刀具和机床占有正确的加工位置,即工件的定位,并把工件压紧夹牢,以防在加工过程中工件受到切削力及冲击、振动等影响时,能保持这个确定了的位置稳定不变。在机床上对工件进行定位和夹紧称作装夹,一切能使工件在机床上实现定位和夹紧的工艺装置,一般称为机床夹具。
2、目前橡胶夹具需求量是非常大的,由于橡胶夹头产品的特殊性,孔的加工在我们所加工生产的产品中是一种非常普遍的加工工艺。但是在涨套油压座一般在数控机床单个使用,生产效率低。
技术实现思路
1、本实用新型旨在解决上述问题,提供了一种多工位轴向零移位内涨油压夹具,解决了需要给每个油压夹具单独供油和供气的问题,解决了油压夹具只能装夹一种零件的问题,解决了没有定位检测造成加工精度下降的问题。
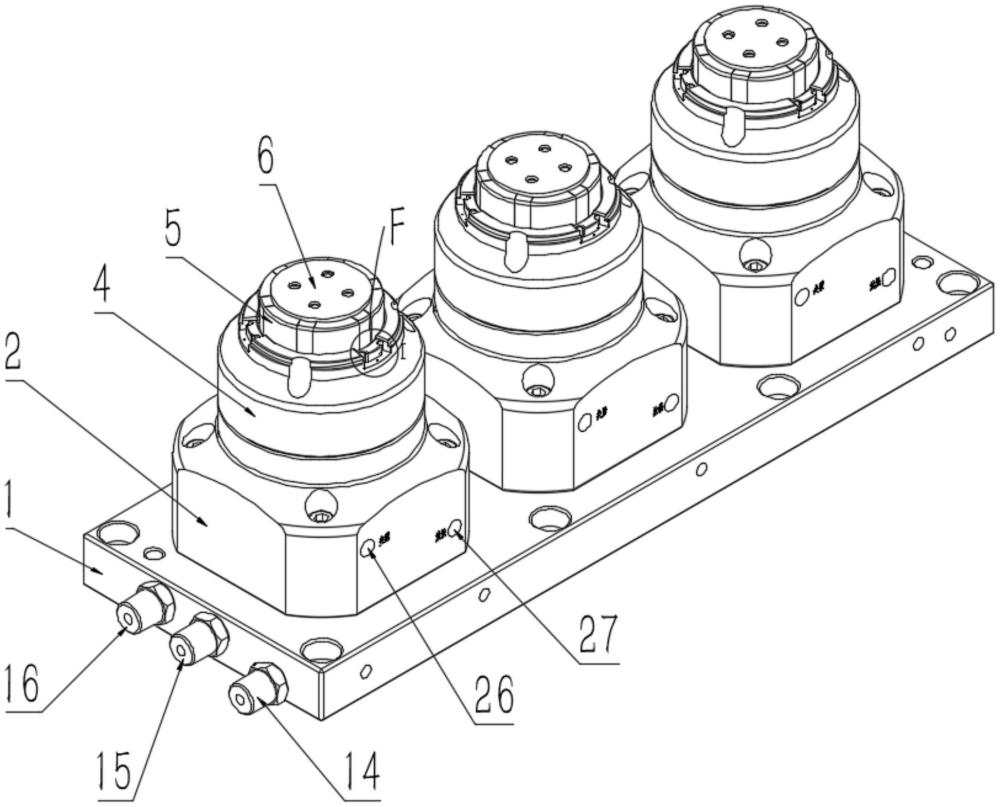
2、一种多工位轴向零移位内涨油压夹具,包括:夹具底板和油压夹具,所述夹具底板与多个油压夹具固定连接,所述夹具底板内部分别形成有第一夹紧油路和第一放松油路,所述油压夹具的两个油口分别与第一夹紧油路和第一放松油路相连通。
3、在上述技术方案基础上,所述油压夹具包括油缸、橡胶涨套和锥头,所述橡胶涨套下方与油压夹具上方接触,所述锥头外侧形成有外锥面,所述橡胶涨套内侧形成有内锥面,所述锥头插入橡胶涨套中,所述锥头的外锥面和橡胶涨套的内锥面贴合,所述油缸驱动锥头沿橡胶涨套轴向运动。
4、在上述技术方案基础上,所述油缸包括缸体、拉杆、活塞和底座,所述缸体下方分别与夹具底板和底座固定连接,所述活塞位于缸体内部并与缸体滑动连接,所述拉杆穿过缸体并与活塞螺纹连接,所述拉杆远离缸体的一端与锥头一体成型,所述橡胶涨套下表面与缸体上表面贴合。
5、在上述技术方案基础上,所述缸体分别形成有第二夹紧油路和第二放松油路,所述第二夹紧油路分别与第一夹紧油路和活塞上方腔室相连通,所述第二放松油路分别与第一放松油路和活塞下方腔室相连通。
6、在上述技术方案基础上,所述油压夹具还包括支撑盘,所述支撑盘套装在缸体和橡胶涨套外侧,所述支撑盘与缸体可拆卸连接且位置固定。
7、在上述技术方案基础上,所述夹具底板形成有第一气密气路,所述缸体形成有第二气密气路,所述第一气密气路与第二气密气路相连通,所述支撑盘形成有第三气密气路,所述第二气密气路和第三气密气路相连通,所述第三气密气路的气密检测孔位于支撑盘上表面。
8、在上述技术方案基础上,所述支撑盘形成有多个气密检测孔,所述气密检测孔的直径小于第三气密气路的直径。
9、在上述技术方案基础上,所述气密检测孔与气压传感器相连通。
10、在上述技术方案基础上,还包括夹紧接头油路、放松油路接头和气密气路接头,所述夹紧接头油路、放松油路接头和气密气路接头分别与夹具底板可拆卸连接且位置固定,所述第一夹紧油路、第一放松油路和第一气密气路分别与夹紧接头油路、放松油路接头和气密气路接头相连通。
11、在上述技术方案基础上,所述缸体侧面形成有夹紧油口、放松油口和气密气口,所述夹紧油口、放松油口和气密气口分别与第二夹紧油路、第二放松油路和第二气密气路相连通,所述夹紧油口、放松油口和气密气口中分别设置有堵头。
12、在上述技术方案基础上,还包括橡胶防尘盖,所述橡胶防尘盖与锥头端部固定连接,所述橡胶防尘盖分别与锥头和橡胶涨套接触,所述橡胶防尘盖遮挡锥头和橡胶涨套的间隙。
13、本实用新型具有如下优点:
14、1.本工装夹具主要分集成式的油压夹具和夹具底板两个模块,二者连接方式采用了定位圆和螺钉锁紧方式来实现工装的安装和定位,成套夹具不仅设计紧凑,集成气密和液压驱动内油路,而且被加工产品装夹简单、夹紧力平稳、实现同步加紧,而且缩短了加紧时间,提高了生产效率,保证加工品质;
15、2.可以通过更换油压夹具的支撑盘和橡胶涨套来实现不同内孔产品之间的互换,实现工装夹具的价值最大化;
16、3.带气密检测功能,可以实现自动检测工件是否安装到位。
技术特征:
1.一种多工位轴向零移位内涨油压夹具,其特征在于,包括:夹具底板(1)和油压夹具,所述夹具底板(1)与多个油压夹具固定连接,所述夹具底板(1)内部分别形成有第一夹紧油路(11)和第一放松油路(12),所述油压夹具的两个油口分别与第一夹紧油路(11)和第一放松油路(12)相连通。
2.根据权利要求1所述的一种多工位轴向零移位内涨油压夹具,其特征在于:所述油压夹具包括油缸、橡胶涨套(5)和锥头(31),所述橡胶涨套(5)下方与油压夹具上方接触,所述锥头(31)外侧形成有外锥面,所述橡胶涨套(5)内侧形成有内锥面,所述锥头(31)插入橡胶涨套(5)中,所述锥头(31)的外锥面和橡胶涨套(5)的内锥面贴合,所述油缸驱动锥头(31)沿橡胶涨套(5)轴向运动。
3.根据权利要求2所述的一种多工位轴向零移位内涨油压夹具,其特征在于:所述油缸包括缸体(2)、拉杆(3)、活塞(24)和底座(25),所述缸体(2)下方分别与夹具底板(1)和底座(25)固定连接,所述活塞(24)位于缸体(2)内部并与缸体(2)滑动连接,所述拉杆(3)穿过缸体(2)并与活塞(24)螺纹连接,所述拉杆(3)远离缸体(2)的一端与锥头(31)一体成型,所述橡胶涨套(5)下表面与缸体(2)上表面贴合。
4.根据权利要求3所述的一种多工位轴向零移位内涨油压夹具,其特征在于:所述缸体(2)分别形成有第二夹紧油路(21)和第二放松油路(22),所述第二夹紧油路(21)分别与第一夹紧油路(11)和活塞(24)上方腔室相连通,所述第二放松油路(22)分别与第一放松油路(12)和活塞(24)下方腔室相连通。
5.根据权利要求3所述的一种多工位轴向零移位内涨油压夹具,其特征在于:所述油压夹具还包括支撑盘(4),所述支撑盘(4)套装在缸体(2)和橡胶涨套(5)外侧,所述支撑盘(4)与缸体(2)可拆卸连接且位置固定。
6.根据权利要求5所述的一种多工位轴向零移位内涨油压夹具,其特征在于:所述夹具底板(1)形成有第一气密气路(13),所述缸体(2)形成有第二气密气路(23),所述第一气密气路(13)与第二气密气路(23)相连通,所述支撑盘(4)形成有第三气密气路(41),所述第二气密气路(23)和第三气密气路(41)相连通,所述第三气密气路(41)的气密检测孔(411)位于支撑盘(4)上表面。
7.根据权利要求6所述的一种多工位轴向零移位内涨油压夹具,其特征在于:所述支撑盘(4)形成有多个气密检测孔(411),所述气密检测孔(411)的直径小于第三气密气路(41)的直径。
8.根据权利要求6所述的一种多工位轴向零移位内涨油压夹具,其特征在于:所述气密检测孔(411)与气压传感器相连通。
9.根据权利要求6所述的一种多工位轴向零移位内涨油压夹具,其特征在于:还包括夹紧接头油路(14)、放松油路接头(15)和气密气路接头(16),所述夹紧接头油路(14)、放松油路接头(15)和气密气路接头(16)分别与夹具底板(1)可拆卸连接且位置固定,所述第一夹紧油路(11)、第一放松油路(12)和第一气密气路(13)分别与夹紧接头油路(14)、放松油路接头(15)和气密气路接头(16)相连通。
10.根据权利要求6所述的一种多工位轴向零移位内涨油压夹具,其特征在于:所述缸体(2)侧面形成有夹紧油口(26)、放松油口(27)和气密气口(28),所述夹紧油口(26)、放松油口(27)和气密气口(28)分别
技术总结
本技术涉及一种多工位轴向零移位内涨油压夹具,包括:夹具底板和油压夹具,夹具底板与多个油压夹具固定连接,夹具底板内部分别形成有第一夹紧油路和第一放松油路,油压夹具的两个油口分别与第一夹紧油路和第一放松油路相连通。本技术分集成式的油压夹具和夹具底板两个模块,二者连接方式采用了定位圆和螺钉锁紧方式来实现工装的安装和定位,成套夹具不仅设计紧凑,集成气密和液压驱动内油路,而且被加工产品装夹简单、实现同步加紧,而且缩短了夹紧时间;可以通过更换油压夹具的支撑盘和橡胶涨套来实现不同内孔产品之间的互换,实现工装夹具的价值最大化;带气密检测功能,可以实现自动检测工件是否安装到位。
技术研发人员:谭传立,尚周利,杜兆豹
受保护的技术使用者:青岛涵锐精密机械有限公司
技术研发日:20230921
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!