一种带有通孔的碗型钢结构口端车削固定装置的制作方法
本技术涉及车削固定装置,具体涉及一种带有通孔的碗型钢结构口端车削固定装置,本技术属于车削加工领域。
背景技术:
1、带有通孔的碗型钢结构类零件,一般为钢板类坯料,通过热挤压成形,形成碗型结构的半成品,再通过车削加工口端,满足零件结构、尺寸、形位公差及精度要求。热挤压成形的通孔碗型结构,整体结构多为弧形,碗型底部通孔端面不齐,口端没直线段,或直线段很短,装夹困难,难以保证碗型钢结构类零件口端车削加工质量。
技术实现思路
1、本实用新型为了解决现有技术中碗型结构产品,通过车削加工口端,碗型底部通孔端面不齐,口端没直线段或直线段很短,难以保证零件口端车削加工质量的问题,进而提出一种带有通孔的碗型钢结构口端车削固定装置。
2、本实用新型为解决上述技术问题采取的技术方案是:
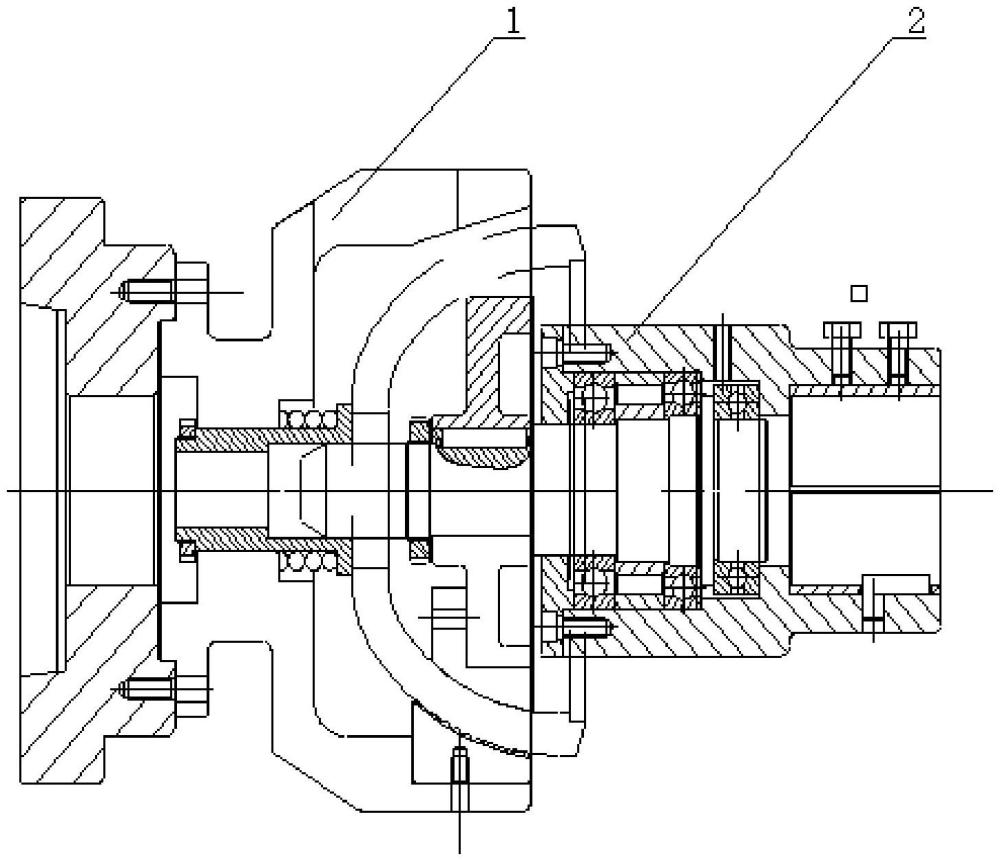
3、一种带有通孔的碗型钢结构口端车削固定装置,它包括前夹体和后顶体;前夹体与机床主轴连接,后顶体安装在车床尾座套筒上,前夹体包括法兰盘、滑套、弹簧、夹具体和多个外夹块;后顶体包括定位轴、夹爪座、压盖、第一轴承、内外衬套组、第三轴承、单衬套、第二轴承、轴承座和多个内夹块;
4、弹簧套装在滑套上,滑套安装在夹具体上,夹具体的一端固定安装在法兰盘上,法兰盘与机床主轴连接,多个外夹块安装在夹具体上,定位轴为阶梯轴,定位轴的一端依次通过第三轴承、第二轴承、内外衬套组和第一轴承转动连接安装在轴承座的一端内,压盖固定安装在轴承座的一端并套装在定位轴上,夹爪座安装在定位轴上,多个内夹块安装在夹爪座上,单衬套安装在轴承座的另一端上并与车床尾座套筒连接。
5、进一步地,前夹体还包括滑套螺母、多个六角螺栓和多个盘头螺钉;滑套的一端穿过夹具体并与滑套螺母螺纹连接,夹具体和法兰盘通过多个六角螺栓固定连接,每个外夹块通过盘头螺钉安装在夹具体上。
6、进一步地,后顶体还包括锁定螺母、锁定键和连接键;夹爪座通过锁定键与定位轴键连接,夹爪座通过锁定螺母锁紧固定套装在定位轴上,单衬套通过连接键安装在车床尾座套筒上。
7、进一步地,内外衬套组包括外衬套和内衬套;外衬套紧贴轴承座的内侧壁设置在第一轴承和第二轴承之间,内衬套设置在外衬套内的定位轴上。
8、进一步地,后顶体还包括多个螺钉、润滑油加注螺栓、多个内夹块固定螺栓和多个调整螺栓;压盖通过多个螺钉固定安装在轴承座的一端上,轴承座的侧壁上加工有注油孔,润滑油加注螺栓螺纹连接安装在注油孔上,每个内夹块通过内夹块固定螺栓安装在夹爪座上,多个调整螺栓螺纹连接安装在轴承座的侧壁山,且每个调整螺栓顶在单衬套上。
9、进一步地,夹具体上加工有外夹块安装槽,外夹块嵌装在外夹块安装槽内,外夹块内侧壁加工有弧形面,且弧形面上加工有多个防滑凹槽。
10、进一步地,夹爪座的外侧壁上加工有三个扁平槽,内夹块为‘l’形块体,‘l’形块体的一条边为弧形面,‘l’形块体弧形面嵌装在夹爪座的扁平槽内,‘l’形块体的另一条边为平面,‘l’形块体平面的边上加工有通孔,内夹块固定螺栓设置在通孔内并与夹爪座对应处螺纹连接。
11、本实用新型与现有技术相比包含的有益效果是:
12、1、能够在车削碗型钢结构类零件的过程中起到定位、夹紧的作用,保证通孔碗型钢结构类零件口端的车削加工质量,便于装夹。
13、2、本实用新型通过分体式机械结构对通孔碗型结构类零件进行定位顶紧,进行零件口端车削,不仅克服了碗型结构类零件口端直接车削,弧形表面难于装夹的问题,同时还满足了零件批量生产的要求。
14、3、本实用新型还具有装夹简单、走刀快、加工周期短、生产效率高的优点,可以推广到带有通孔碗型结构类零件口端车削加工工艺使用中。
技术特征:
1.一种带有通孔的碗型钢结构口端车削固定装置,其特征在于:它包括前夹体(1)和后顶体(2);前夹体(1)与机床主轴连接,后顶体(2)安装在车床尾座套筒上,前夹体(1)包括法兰盘(1-1)、滑套(1-4)、弹簧(1-5)、夹具体(1-6)和多个外夹块(1-7);后顶体(2)包括定位轴(2-1)、夹爪座(2-3)、压盖(2-5)、第一轴承(2-8)、内外衬套组、第三轴承(2-12)、单衬套(2-17)、第二轴承(2-14)、轴承座(2-18)和多个内夹块(2-15);
2.根据权利要求1所述一种带有通孔的碗型钢结构口端车削固定装置,其特征在于:前夹体(1)还包括滑套螺母(1-3)、多个六角螺栓(1-2)和多个盘头螺钉(1-8);滑套(1-4)的一端穿过夹具体(1-6)并与滑套螺母(1-3)螺纹连接,夹具体(1-6)和法兰盘(1-1)通过多个六角螺栓(1-2)固定连接,每个外夹块(1-7)通过盘头螺钉(1-8)安装在夹具体(1-6)上。
3.根据权利要求1所述一种带有通孔的碗型钢结构口端车削固定装置,其特征在于:后顶体(2)还包括锁定螺母(2-2)、锁定键(2-4)和连接键(2-16);夹爪座(2-3)通过锁定键(2-4)与定位轴(2-1)键连接,夹爪座(2-3)通过锁定螺母(2-2)锁紧固定套装在定位轴(2-1)上,单衬套(2-17)通过连接键(2-16)安装在车床尾座套筒上。
4.根据权利要求3所述一种带有通孔的碗型钢结构口端车削固定装置,其特征在于:内外衬套组包括外衬套(2-9)和内衬套(2-10);外衬套(2-9)紧贴轴承座(2-18)的内侧壁设置在第一轴承(2-8)和第二轴承(2-14)之间,内衬套(2-10)设置在外衬套(2-9)内的定位轴(2-1)上。
5.根据权利要求4所述一种带有通孔的碗型钢结构口端车削固定装置,其特征在于:后顶体(2)还包括多个螺钉(2-6)、润滑油加注螺栓(2-11)、多个内夹块固定螺栓(2-7)和多个调整螺栓(2-13);压盖(2-5)通过多个螺钉(2-6)固定安装在轴承座(2-18)的一端上,轴承座(2-18)的侧壁上加工有注油孔,润滑油加注螺栓(2-11)螺纹连接安装在注油孔上,每个内夹块(2-15)通过内夹块固定螺栓(2-7)安装在夹爪座(2-3)上,多个调整螺栓(2-13)螺纹连接安装在轴承座(2-18)的侧壁山,且每个调整螺栓(2-13)顶在单衬套(2-17)上。
6.根据权利要求2所述一种带有通孔的碗型钢结构口端车削固定装置,其特征在于:夹具体(1-6)上加工有外夹块安装槽,外夹块(1-7)嵌装在外夹块安装槽内,外夹块(1-7)内侧壁加工有弧形面,且弧形面上加工有多个防滑凹槽。
7.根据权利要求5所述一种带有通孔的碗型钢结构口端车削固定装置,其特征在于:夹爪座(2-3)的外侧壁上加工有三个扁平槽,内夹块(2-15)为‘l’形块体,‘l’形块体的一条边为弧形面,‘l’形块体弧形面嵌装在夹爪座(2-3)的扁平槽内,‘l’形块体的另一条边为平面,‘l’形块体平面的边上加工有通孔,内夹块固定螺栓(2-7)设置在通孔内并与夹爪座(2-3)对应处螺纹连接。
技术总结
一种带有通孔的碗型钢结构口端车削固定装置,本技术涉及车削固定装置,本技术为了解决现有技术中碗型结构产品,通过车削加工口端,碗型底部通孔端面不齐,口端没直线段或直线段很短,难以保证零件口端车削加工质量的问题,前夹体与机床主轴连接,后顶体安装在车床尾座套筒上,滑套安装在夹具体上,夹具体的一端固定安装在法兰盘上,多个外夹块安装在夹具体上,定位轴的一端依次通过第三轴承、第二轴承、内外衬套组和第一轴承转动连接安装在轴承座的一端内,压盖固定安装在轴承座的一端并套装在定位轴上,夹爪座安装在定位轴上,多个内夹块安装在夹爪座上,单衬套安装在轴承座的另一端。本技术属于车削加工领域。
技术研发人员:武晓燕,高立栋,张建伟,高伟,宋兴君,马骁驰,刘本利
受保护的技术使用者:中国兵器工业集团航空弹药研究院有限公司
技术研发日:20230925
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!