用于凸焊机的装夹设备的制作方法
本技术涉及凸焊机,特别是涉及一种用于凸焊机的装夹设备。
背景技术:
1、在汽车制造过程中,白车身部分的一些总成零件通常需要进行点焊。然而,这些零件的焊点较少,有些甚至只有一到两个焊点。单独设计制造一个自动点焊站来处理这些零件会带来相对较高的成本。因此,越来越多的企业开始尝试使用工频凸焊机改造成点焊机,用于焊接这些产品。
2、在汽车制造过程中,需要进行点焊工艺的零部件往往具有相对较大的体积。然而,现有的凸焊夹具却难以精确定位这些零部件进行焊接,并且缺乏快速更换的装夹结构,无法提高焊接的质量和效率。
技术实现思路
1、基于此,本实用新型提供一种用于凸焊机的装夹设备,结构简单,使用方便,浮动板上可滑动安装有移动板,利用移动板的相对两端安装有定位组件,移动板的一侧可拆卸安装有装夹组件,能够准确定位工件,确保焊接的精度和质量,还能快速适应不同型号的工件,提高通用性和生产效率。
2、为了实现本实用新型的目的,本实用新型采用如下技术方案:
3、一种用于凸焊机的装夹设备,包括:
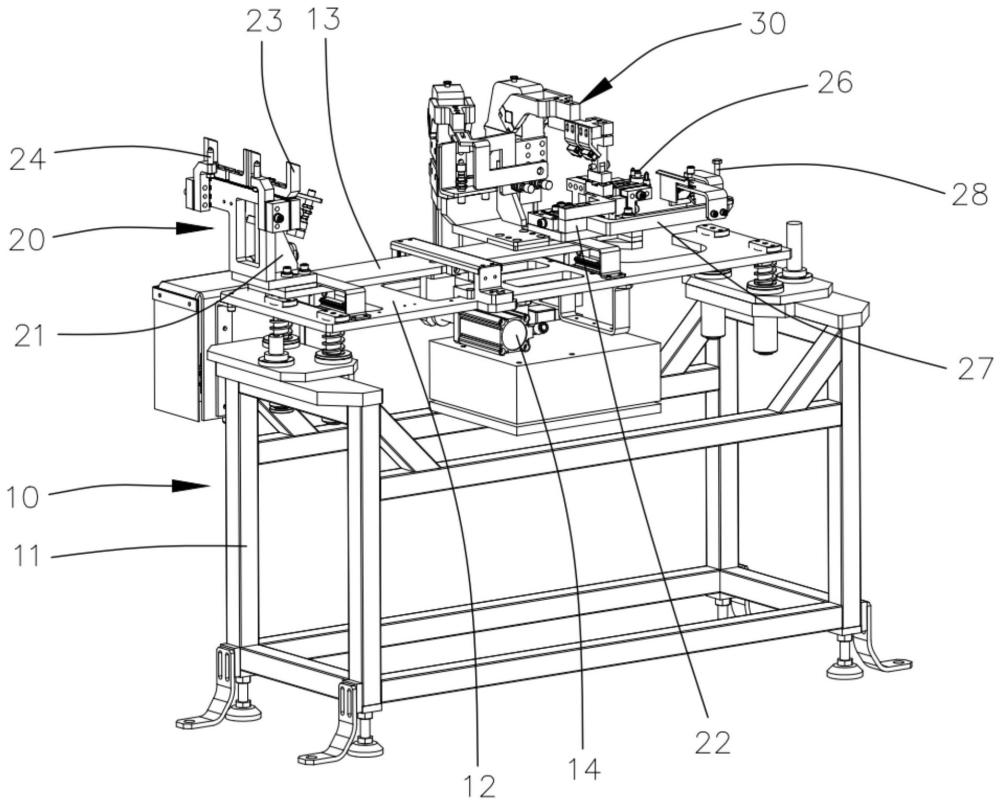
4、承载组件,包括机台、弹性安装于所述机台上的浮动板、及滑动连接于所述浮动板顶面的移动板;
5、可拆卸安装于所述承载组件上的定位组件;所述定位组件包括安装于所述移动板一端的第一支座、安装于所述移动板另一端的第二支座、安装于所述第一支座顶部相对两端的u形限位架、分别安装于各所述u形限位架一侧的第一定位销、及安装于所述第二支座一端的多个第二定位销;及
6、可拆卸安装于所述承载组件一侧的装夹组件;所述装夹组件包括安装于所述第二支座一侧的第一压紧气缸、安装于所述第一压紧气缸一端的第一加长臂、铰接安装于所述第一加长臂末端的第一压块、安装于所述第二支座顶面上的第二压块、安装于所述第一压紧气缸一侧的第二压紧气缸、安装于所述第二压紧气缸一端的第二加长臂、可拆卸安装于所述第二加长臂末端的转接板、及安装于所述转接板上的多个探头。
7、上述用于凸焊机的装夹设备,结构简单,使用方便,浮动板上可滑动安装有移动板,利用移动板的相对两端安装有定位组件,移动板的一侧可拆卸安装有装夹组件,能够准确定位工件,确保焊接的精度和质量,还能快速适应不同型号的工件,提高通用性和生产效率。
8、在其中一个实施例中,所述第一压块与所述第二压块相对设置,所述第一压块与所述第二压块之间用于夹持工件。
9、在其中一个实施例中,所述第一支座的高度大于所述第二支座的高度。
10、在其中一个实施例中,所述定位组件还包括分别安装于各所述u形限位架远离所述第一定位销的一侧的第一光电传感器。
11、在其中一个实施例中,所述定位组件还包括连接所述第二支座的延长杆、安装于所述延长杆末端的支撑杆、及安装于所述支撑杆一侧的第二光电传感器。
技术特征:
1.一种用于凸焊机的装夹设备,其特征在于,包括:
2.根据权利要求1所述的用于凸焊机的装夹设备,其特征在于,所述第一压块与所述第二压块相对设置,所述第一压块与所述第二压块之间用于夹持工件。
3.根据权利要求1所述的用于凸焊机的装夹设备,其特征在于,所述第一支座的高度大于所述第二支座的高度。
4.根据权利要求1所述的用于凸焊机的装夹设备,其特征在于,所述定位组件还包括分别安装于各所述u形限位架远离所述第一定位销的一侧的第一光电传感器。
5.根据权利要求1所述的用于凸焊机的装夹设备,其特征在于,所述定位组件还包括连接所述第二支座的延长杆、安装于所述延长杆末端的支撑杆、及安装于所述支撑杆一侧的第二光电传感器。
技术总结
本技术涉及一种用于凸焊机的装夹设备,包括:承载组件,包括机台、浮动板及移动板;可拆卸安装于承载组件上的定位组件;定位组件包括第一支座、第二支座、U形限位架、第一定位销及第二定位销;及可拆卸安装于承载组件一侧的装夹组件;装夹组件包括第一压紧气缸、第一加长臂、第一压块、第二压块、第二压紧气缸、第二加长臂、转接板及探头。上述用于凸焊机的装夹设备,结构简单,使用方便,浮动板上可滑动安装有移动板,利用移动板的相对两端安装有定位组件,移动板的一侧可拆卸安装有装夹组件,能够准确定位工件,确保焊接的精度和质量,还能快速适应不同型号的工件,提高通用性和生产效率。
技术研发人员:易万武,徐军
受保护的技术使用者:海斯坦普汽车组件(东莞)有限公司
技术研发日:20230922
技术公布日:2024/5/27
- 还没有人留言评论。精彩留言会获得点赞!