一种铝合金烟杆的压制成型机构的制作方法
本技术涉及机械设备,具体地说,涉及一种铝合金烟杆的压制成型机构。
背景技术:
1、电子香烟是一种非燃烧的电子烟,它的功效与普通烟相似,电子烟不产生毒烟雾,烟油是经过提炼的,不含有致癌物质对人体造成伤害。与一般烟草相比,电子烟的烟雾不含对人体有害的一氧化碳,烟雾中的微粒和焦油,二氧化碳、砷、铅、汞等有害物,没有致癌物质,减少了肺部与这些物质的接触。铝合金咽干的生产方式通常采用冲压技术,而冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛。
2、授权公告号为cn201810365552.0的实用新型专利公开了一种冲压机,该新型专利涉及一种冲压机以及冲压机的使用方法,涉及冲压成型设备领域,包括机架、设置在机架上的冲压部,冲压部包括沿着竖直方向滑动设置在机架上的冲压台和设置在冲压台下端的冲压刀头,机架下方设置有加工台,加工台上设置有输送机构,输送机构包括两块垂直于加工台的立轨,两块立轨之间留有供零配件叠放的空隙,加工台上设置有用于将两立轨底部的零配件推至冲压刀头下方的推动件,机架上设置有驱动冲压台往零配件侧进给的驱动机构。这样设置后使得冲压机在进行冲压时,只需要操作人员将零配件叠放入立轨内,冲压的效率相对于之前人工拿取零配件冲压的效率要高很多,且不需要人工用手取拿已经冲压完成的零配件,降低了危险系数。
3、虽然上述的冲压机功能齐全,但是其体积大,装置组装麻烦,冲压形状单一,无法轻易更换模具,且在冲压时不具有切断余料的功能。鉴于此,我们提出铝合金烟杆的压制成型机构。
技术实现思路
1、本实用新型的目的在于提供一种铝合金烟杆的压制成型机构,以解决上述背景技术中提出的问题。
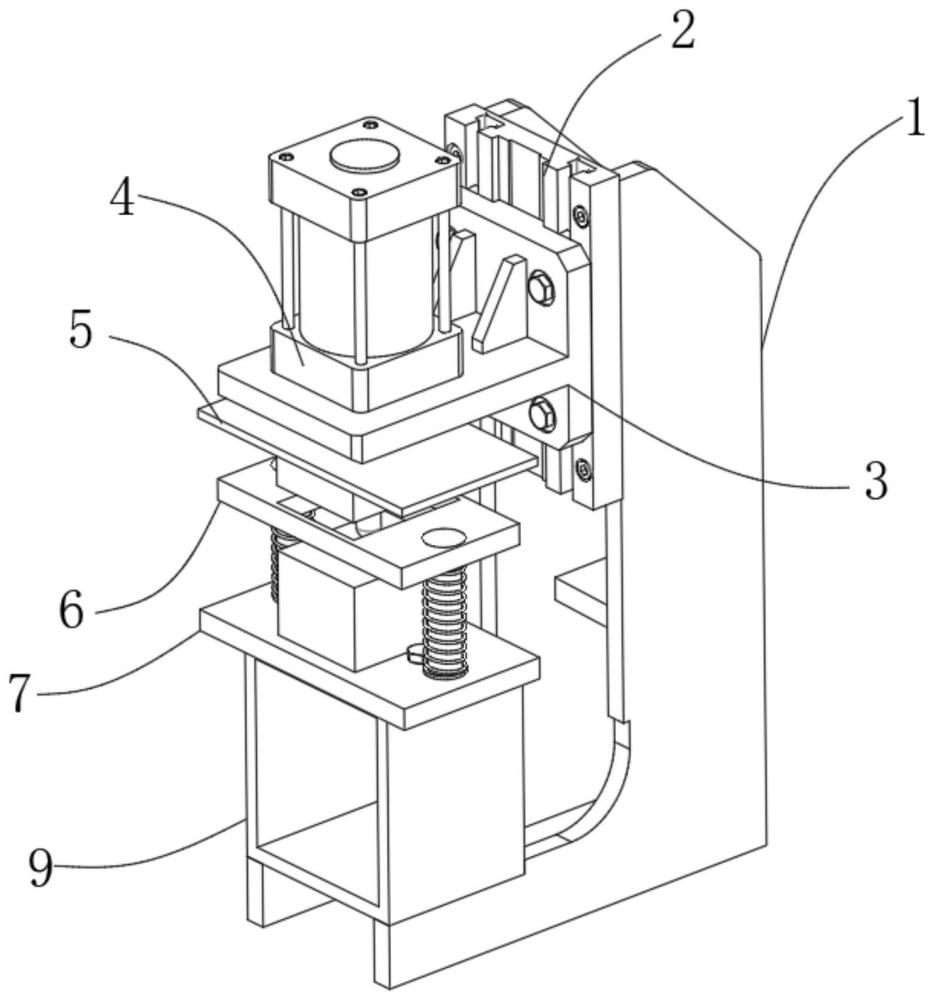
2、本申请提供了一种铝合金烟杆的压制成型机构,包括内部为中空结构的机架,所述机架包括两块相对立设置的l型竖板、固定于两块所述l型竖板之间后端处的背板,所述机架正面上端通过螺栓连接一滑槽板,所述滑槽板前端滑动连接有可通过螺栓固定位置的滑动支撑件,所述滑动支撑件前端中部垂直焊接有水平板,所述水平板的顶面通过螺栓连接一输出轴竖直向下的伸缩电机,所述伸缩电机的输出轴底端键连接有一同轴心的冲压装置,所述冲压装置包括冲压块,所述冲压块底端通过螺纹连接有冲压头,所述冲压块底端在所述冲压头伸出所述冲压块底端外的部分圆周外围焊接有呈圆环状的切断刀,所述冲压装置正下方设有冲压支撑板,所述冲压支撑板正下方设有冲压底座,所述冲压底座顶面靠近外边缘处对称设有至少两个可贯穿所述冲压支撑板的支撑柱,所述冲压支撑板与所述冲压底座之间焊接有若干套设于所述支撑柱外侧的弹簧。
3、根据本申请实施例提供的技术方案,所述l型竖板正面靠近上端处等距开设有若干个螺纹孔,两块所述l型竖板之间焊接有若干个垂直于所述背板的筋板,所述滑槽板正面对称设有两道滑槽,所述滑槽的横截面为t形,所述滑槽竖直方向设有若干个线性分布的安装孔,所述滑槽板正面两侧对称设有若干个用于与所述螺纹孔通过螺栓连接的沉头孔。
4、根据本申请实施例提供的技术方案,所述水平板的垂直段侧壁上矩阵分布有若干个用于与所述安装孔螺栓连接的定位孔,所述水平板顶面正中间处设有一可供所述伸缩电机输出轴穿过的通孔,所述滑动支撑件背面对称焊接两个可在所述滑槽内滑动的滑杆,所述滑杆上设有若干个与所述定位孔同轴线的端孔,所述滑杆的横截面为与所述滑槽尺寸相适配的t形。
5、根据本申请实施例提供的技术方案,所述冲压装置包括冲压块,所述冲压块顶端设有用于容纳所述伸缩电机输出轴插入以进行键连接的槽孔。
6、根据本申请实施例提供的技术方案,所述冲压支撑板顶面对称设有若干与所述支撑柱尺寸相适配且位置一一对应的限位孔,所述冲压支撑板中心位置设有一矩形的中心孔。
7、根据本申请实施例提供的技术方案,所述冲压底座包括横截面尺寸小于或等于所述中心孔内侧尺寸的冲压模块,所述冲压模块顶部几何中心处设有一模具孔,所述冲压模块顶面在所述模具孔顶端外围圆周处设有用于容纳所述切断刀卡入的切槽。
8、根据本申请实施例提供的技术方案,所述冲压底座底端通过螺栓连接有用于收纳工具的一支撑座,所述机架水平伸出端顶面与所述支撑座底端焊接,所述支撑座内部为中空结构。
9、综上所述,本技术方案具体公开了一种铝合金烟杆的压制成型机构,其包括内部为中空结构的机架,机架正面设有支撑块,支撑块顶面通过螺栓连接一输出轴竖直向下的伸缩电机,伸缩电机底端通过键连接一同轴心的冲压装置,冲压装置自上而下设有冲压支撑板、冲压底座;通过设有冲压头、切断刀、模具孔、切槽,通过伸缩电机带动冲压装置向下动作,将铝合金板材冲压至模具孔内,同时切断刀与切槽接触完成多余铝合金材料的切除,该设计改变了传统铝合金烟杆的压制成型机构体积大、安装麻烦、冲压形状单一、在冲压时不具有切断余料的现状问题。
技术特征:
1.一种铝合金烟杆的压制成型机构,包括内部为中空结构的机架(1),其特征在于:所述机架(1)包括两块相对立设置的l型竖板(10)、固定于两块所述l型竖板(10)之间后端处的背板(13),所述机架(1)正面上端通过螺栓连接一滑槽板(2);
2.根据权利要求1所述的铝合金烟杆的压制成型机构,其特征在于:所述l型竖板(10)正面靠近上端处等距开设有若干个螺纹孔(11),两块所述l型竖板(10)之间焊接有若干个垂直于所述背板(13)的筋板(12),所述滑槽板(2)正面对称设有两道滑槽(21),所述滑槽(21)的横截面为t形,所述滑槽(21)竖直方向设有若干个线性分布的安装孔(22),所述滑槽板(2)正面两侧对称设有若干个用于与所述螺纹孔(11)通过螺栓连接的沉头孔(23)。
3.根据权利要求2所述的铝合金烟杆的压制成型机构,其特征在于:所述水平板(30)的垂直段侧壁上矩阵分布有若干个用于与所述安装孔(22)螺栓连接的定位孔(31),所述水平板(30)顶面正中间处设有一可供所述伸缩电机(4)输出轴穿过的通孔(32),所述滑动支撑件(3)背面对称焊接两个可在所述滑槽(21)内滑动的滑杆(33),所述滑杆(33)上设有若干个与所述定位孔(31)同轴线的端孔(34),所述滑杆(33)的横截面为与所述滑槽(21)尺寸相适配的t形。
4.根据权利要求1所述的铝合金烟杆的压制成型机构,其特征在于:所述冲压装置(5)包括冲压块(51),所述冲压块(51)顶端设有用于容纳所述伸缩电机(4)输出轴插入以进行键连接的槽孔(52)。
5.根据权利要求1所述的铝合金烟杆的压制成型机构,其特征在于:所述冲压支撑板(6)顶面对称设有若干与所述支撑柱(71)尺寸相适配且位置一一对应的限位孔(61),所述冲压支撑板(6)中心位置设有一矩形的中心孔(62)。
6.根据权利要求5所述的铝合金烟杆的压制成型机构,其特征在于:所述冲压底座(7)包括横截面尺寸小于或等于所述中心孔(62)内侧尺寸的冲压模块(70),所述冲压模块(70)顶部几何中心处设有一模具孔(72),所述冲压模块(70)顶面在所述模具孔(72)顶端外围圆周处设有用于容纳所述切断刀(54)卡入的切槽(73)。
7.根据权利要求1所述的铝合金烟杆的压制成型机构,其特征在于:所述冲压底座(7)底端通过螺栓连接有用于收纳工具的支撑座(9),所述机架(1)水平伸出端顶面与所述支撑座(9)底端焊接,所述支撑座(9)内部为中空结构。
技术总结
本技术公开了一种铝合金烟杆的压制成型机构,属于机械设备技术领域,包括内部为中空结构的机架,机架正面设有支撑块,支撑块顶面通过螺栓连接一输出轴竖直向下的伸缩电机,伸缩电机底端通过键连接一同轴心的冲压装置,冲压装置自上而下设有冲压支撑板、冲压底座,该设计通过设有冲压头、切断刀、模具孔、切槽,通过伸缩电机带动冲压装置向下动作,将铝合金板材冲压至模具孔内,同时切断刀与切槽接触完成多余铝合金材料的切除,该设计改变了传统铝合金烟杆的压制成型机构体积大、安装麻烦、冲压形状单一、在冲压时不具有切断余料的现状问题。
技术研发人员:李玉闯,杨妹书
受保护的技术使用者:东莞市江亿金属科技有限公司
技术研发日:20230922
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!