一种差速器壳体内球直径及位置度快速检测装置的制作方法
本技术涉汽车领域,特别涉及一种差速器壳体内球直径及位置度快速检测装置。
背景技术:
1、汽车差速器壳体是把发动机发出的动力传输到车轮上,充当减速齿轮,允许两轮以不同的转速转动,满足两边车轮尽可能以纯滚动的形式作不等距行驶,减少轮胎与地面的摩擦,保证汽车顺利转向的重要装置,差速器壳体作为汽车差速器中关键零部件在汽车行驶转向过程中承载着重要作用,汽车零部件的制造发展至今已经有成熟的工艺。
2、在中国实用新型专利公告号:cn207540452u公开了用于差速器壳体球面位置度的检具,包括底座、两个支撑座、两个压紧装置、测量轴、百分表、竖向支撑杆、横向支撑块、可编程控制器,两个支撑座、两个压紧装置、竖向支撑杆均设置在底座上,两个支撑座相互平行设置,两个支撑座上分别设置有第一圆弧形凹槽,一个支撑座与一个压紧装置的位置相对应;压紧装置包括相互平行的第一液压油缸、第二液压油缸、压紧杆,第一液压油缸、第二液压油缸垂直设置在底座上,压紧杆一端与第一液压油缸的活塞杆连接,另一端与第二液压油缸的活塞杆相连接,压紧杆上设置有第二圆弧形凹槽,第二圆弧形凹槽与第一圆弧形凹槽位置相对应;竖向支撑杆与横向支撑块相垂直连接,百分表设置在横向支撑块上,百分表的探头与测量轴的上端部相接触连接,测量轴的下端部设置有螺孔,螺钉设置在螺孔中;第一液压油缸、第二液压油缸、百分表均与可编程控制器相连接。
3、目前差速器壳体内球普遍采用车削加工工艺,这种工艺使得加工制造效率高、成本低。但是车削加工刀具寿命低、刀具磨损补刀频繁、刀片更换频繁,造成内球直径及相对于轴承径位置度波动大。
4、另外一种工艺采用专机使用专用球刀加工,虽然补刀频率低,刀具更换周期长,但是在测量时内球直径采用缸径规检测,受人为操作影响,测量结果重复性差;内球位置度使用三坐标测量机及cmm进行测量,测量时间长,工作效率低。
5、不管是哪种加工方式,在其异常调整后均需要cmm进行检测调整,影响加工生产效率。
技术实现思路
1、本实用新型的目的是提供一种差速器壳体内球直径及位置度快速检测装置,以解决上述背景技术中提出的问题。
2、为了达到上述目的,本实用新型采用的主要技术方案包括:
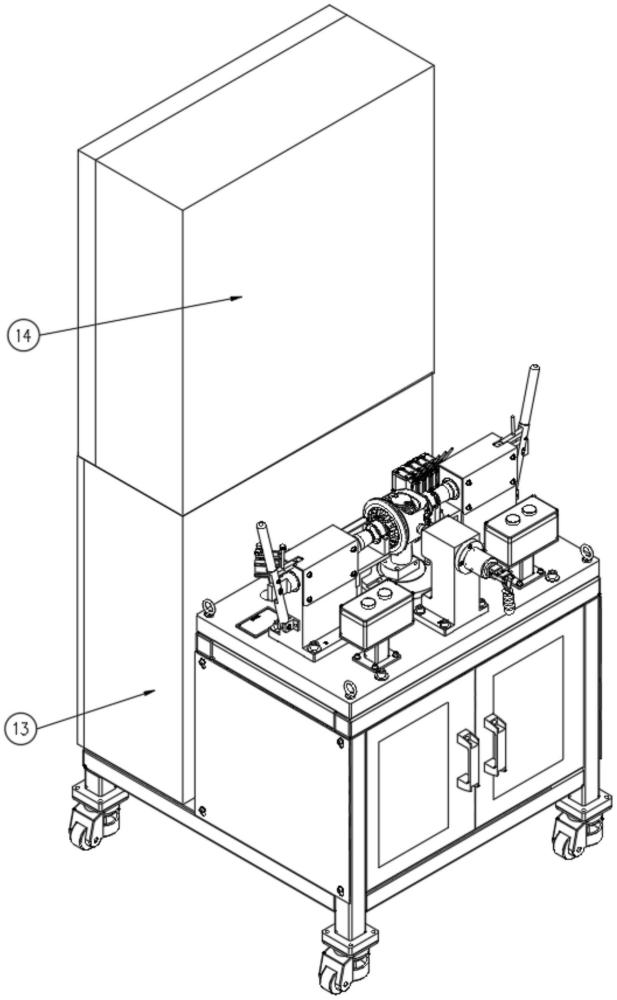
3、一种差速器壳体内球直径及位置度快速检测装置:测量机柜体,所述测量机柜体的顶部固定安装有水平的大底板,所述大底板中间两侧水平固定安装有顶尖组合,所述大底板中间垂直水平安装有角向限位组件,所述测量机柜体内部安装有校准件支架,所述大底板后侧安装有距离测量组件,所述大底板上安装有传感器模块,所述大底板上安装有内球测量组件,所述大底板左后侧安装有内球测量角向限位组件,所述测量机柜体后侧固定安装有电气柜,所述电气柜上固定安装有spc电脑工控机及显示屏。
4、优选地,所述大底板的多个角上固定安装有m吊环。
5、优选地,所述大底板前侧安装有双手启动按钮装置。
6、优选地,所述测量机柜体的底部转动安装有脚轮。
7、优选地,所述大底板右侧安装有din导轨,所述内球测量组件滑动安装在din导轨上。
8、优选地,所述测量机柜体一侧设有柜门。
9、本实用新型至少具备以下有益效果:
10、1、不管是车削工艺还是专机工艺加工后,内球直径及位置度可快速准确测量补刀,减少等待及量具使用错误生产批量不良。
11、2、生产线异常调整后,可快速检测改善问题点,避免断线。
12、3、产品质量异常后可快速分选,避免使用cmm分选造成测量资源浪费及正常生产测量需求等待。
13、4、可有效降低cmm检测压力,提高测量效率。
14、5、本装置联网后,可使用自动化生产线进行自动补偿,减少人员参与。
技术特征:
1.一种差速器壳体内球直径及位置度快速检测装置,其特征在于,包括:测量机柜体(2),所述测量机柜体(2)的顶部固定安装有水平的大底板(5),所述大底板(5)中间两侧水平固定安装有顶尖组合(4),所述大底板(5)中间垂直水平安装有角向限位组件(6),所述测量机柜体(2)内部安装有校准件支架(7),所述大底板(5)后侧安装有距离测量组件(8),所述大底板(5)上安装有传感器模块(10),所述大底板(5)上安装有内球测量组件(11),所述大底板(5)左后侧安装有内球测量角向限位组件(12),所述测量机柜体(2)后侧固定安装有电气柜(13),所述电气柜(13)上固定安装有spc电脑工控机及显示屏(14)。
2.根据权利要求1所述的一种差速器壳体内球直径及位置度快速检测装置,其特征在于:所述大底板(5)的多个角上固定安装有m12吊环(3)。
3.根据权利要求2所述的一种差速器壳体内球直径及位置度快速检测装置,其特征在于:所述大底板(5)前侧安装有双手启动按钮装置(15)。
4.根据权利要求1所述的一种差速器壳体内球直径及位置度快速检测装置,其特征在于:所述测量机柜体(2)的底部转动安装有脚轮(1)。
5.根据权利要求1所述的一种差速器壳体内球直径及位置度快速检测装置,其特征在于:所述大底板(5)右侧安装有din导轨(9),所述内球测量组件(11)滑动安装在din导轨(9)上。
6.根据权利要求4所述的一种差速器壳体内球直径及位置度快速检测装置,其特征在于:所述测量机柜体(2)一侧设有柜门。
技术总结
本技术公开一种差速器壳体内球直径及位置度快速检测装置,包括:测量机柜体,测量机柜体的顶部固定安装有水平的大底板,大底板中间两侧水平固定安装有顶尖组合,大底板中间垂直水平安装有角向限位组件,测量机柜体内部安装有校准件支架,大底板后侧安装有距离测量组件,大底板上安装有传感器传感器模块,大底板上安装有内球测量组件,大底板左后侧安装有内球测量角向限位组件,测量机柜体后侧固定安装有电气柜,电气柜上固定安装有SPC电脑工控机及显示屏。不管是车削工艺还是专机工艺加工后,内球直径及位置度可快速准确测量补刀,减少等待及量具使用错误生产批量不良。
技术研发人员:和鹏飞
受保护的技术使用者:勤威(天津)工业有限公司
技术研发日:20230926
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!