一种异形管身成型模具的制作方法
本技术涉及异形管成型,具体是一种异形管身成型模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,钢管在生活中的应用很广泛,现有的v字异型钢管在加工过程中,需要使用异形管身成型模具。
2、异形管身成型模具包括下模具、上模具和液压缸等结构,通过将钢管原件放置在下模具,液压缸运作,液压杆推动上模具竖直向下移动,上模具按压位于下模具上的钢管原件,使得钢管原件被按压成v型结构,实现了对钢管的成型加工。
3、现有的成型模具在将钢管原件压制成v型的异形钢管的过程中,无法对成型的v字异型钢管进行推料,v字异型钢管容易卡在模槽内,导致取料效率较低,影响整体加工效率;因此,针对上述问题提出一种异形管身成型模具。
技术实现思路
1、为了弥补现有技术的不足,解决现有技术中存在的问题,本实用新型提出一种异形管身成型模具。
2、本实用新型解决其技术问题所采用的技术方案是:本实用新型所述的一种异形管身成型模具,包括底座,所述底座上安装有下模座,所述下模座中间开设有v型槽,所述v型槽内壁中间开设有模槽,所述下模座上表面开设有凹槽,所述下模座上表面中心轴处开设有放置槽,所述放置槽上放置有钢管,所述放置槽与模槽连接,所述凹槽内壁上开设有滑槽,所述滑槽内部开设有滑块,所述滑块顶侧焊接有移动板,两组移动板之间固定连接有两根第一钢丝,所述第一钢丝为抻直状态,两根第一钢丝之间固定连接有两根第二钢丝,所述第二钢丝为松弛状态,所述下模座侧壁上焊接有第一固定板,所述第一固定板上焊接有第二固定板,所述第二固定板和移动板之间焊接有弹簧,通过液压杆带动上模具竖直向上移动,钢管和第一钢丝上不再受上模具的按压力,此时两组弹簧拉动两组移动板同步远离中心滑动,两组移动板同步远离中心滑动的同时会拉扯第一钢丝抻直,两组第一钢丝抻直的过程中会向上移动,两组第一钢丝和两组第二钢丝之间围成的是“口”字型,两组第一钢丝和两组第二钢丝向上推动v字异型钢管,使得v字异型钢管从模槽内取出,实现了对v字异型钢管的快速取料,有益于提高取料效率。
3、优选的,所述v型槽内壁上对称开设有线槽,所述线槽位于第一钢丝正下方,所述v型槽内壁上开设有方形槽,所述方形槽贯穿线槽和模槽,所述方形槽位于第二钢丝下方,通过开设线槽和方形槽,实现了对第一钢丝和第二钢丝的放置,有益于避免在按压时对钢管造成影响。
4、优选的,所述移动板前侧对称焊接有两块限位板,两块限位板位于放置槽两侧,所述限位板顶侧焊接有导向板,所述导向板侧壁与移动板连接,所述导向板为斜坡结构,通过两块限位板位于放置槽两侧,所述钢管两侧位于两块限位板之间,实现了对钢管的限位,有益于提高钢管的稳定性。
5、优选的,所述底座上焊接有支撑板,所述支撑板顶侧焊接有安装板,所述安装板上固定安装有液压缸,所述液压缸底侧连接有液压杆,所述液压杆底侧固定安装有上模具,通过液压缸运作,液压杆推动上模具竖直向下移动,上模具竖直向下按压钢管原件,钢管被按压成v型,实现了对钢管的按压成型,有益于提高成型效率。
6、本实用新型的有益之处在于:
7、1.本实用新型通过液压杆带动上模具竖直向上移动,钢管和第一钢丝上不再受上模具的按压力,此时两组弹簧拉动两组移动板同步远离中心滑动,两组移动板同步远离中心滑动的同时会拉扯第一钢丝抻直,两组第一钢丝抻直的过程中会向上移动,两组第一钢丝和两组第二钢丝之间围成的是“口”字型,两组第一钢丝和两组第二钢丝向上推动v字异型钢管,使得v字异型钢管从模槽内取出,实现了对v字异型钢管的快速取料,有益于提高取料效率。
8、2.本实用新型通过开设线槽和方形槽,实现了对第一钢丝和第二钢丝的放置,避免了在按压时对钢管造成影响,通过液压缸运作,液压杆推动上模具竖直向下移动,上模具竖直向下按压钢管原件,钢管被按压成v型,实现了对钢管的按压成型,有益于提高成型效率。
技术特征:
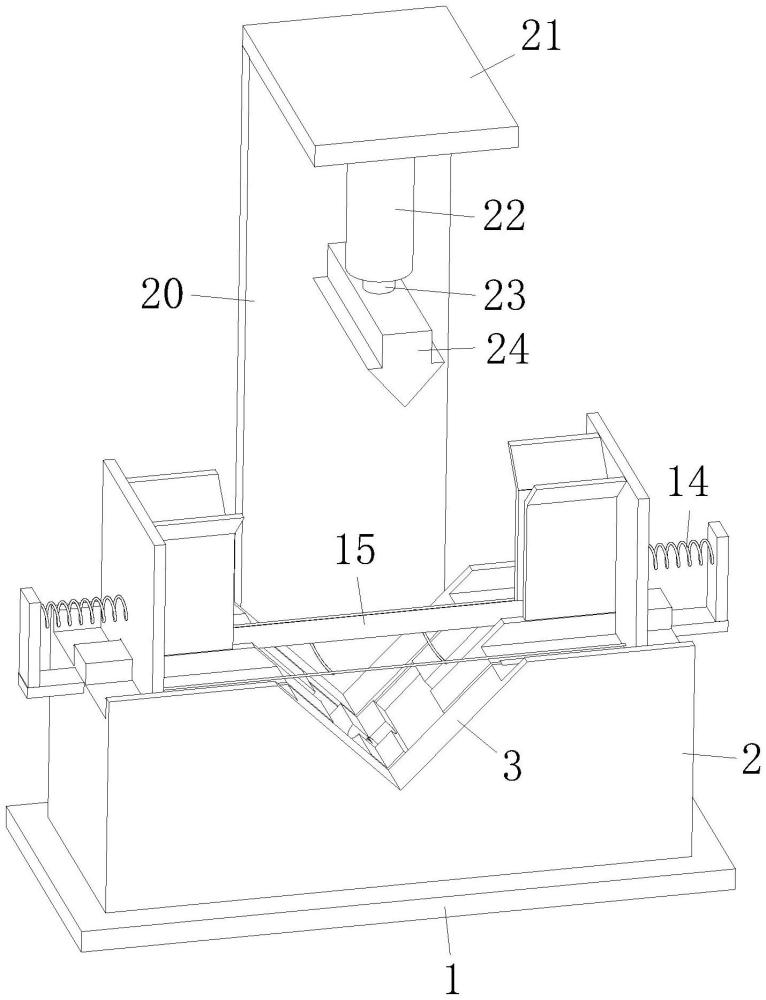
1.一种异形管身成型模具,其特征在于:包括底座(1),所述底座(1)上安装有下模座(2),所述下模座(2)中间开设有v型槽(3),所述v型槽(3)内壁中间开设有模槽(4),所述下模座(2)上表面开设有凹槽(5),所述下模座(2)上表面中心轴处开设有放置槽(6),所述放置槽(6)上放置有钢管(15),所述放置槽(6)与模槽(4)连接,所述凹槽(5)内壁上开设有滑槽(7),所述滑槽(7)内部开设有滑块(8),所述滑块(8)顶侧焊接有移动板(9),两组移动板(9)之间固定连接有两根第一钢丝(10),所述第一钢丝(10)为抻直状态,两根第一钢丝(10)之间固定连接有两根第二钢丝(11),所述第二钢丝(11)为松弛状态,所述下模座(2)侧壁上焊接有第一固定板(12),所述第一固定板(12)上焊接有第二固定板(13),所述第二固定板(13)和移动板(9)之间焊接有弹簧(14)。
2.根据权利要求1所述的一种异形管身成型模具,其特征在于:所述v型槽(3)内壁上对称开设有线槽(16),所述线槽(16)位于第一钢丝(10)正下方。
3.根据权利要求1所述的一种异形管身成型模具,其特征在于:所述v型槽(3)内壁上开设有方形槽(17),所述方形槽(17)贯穿线槽(16)和模槽(4),所述方形槽(17)位于第二钢丝(11)下方。
4.根据权利要求1所述的一种异形管身成型模具,其特征在于:所述移动板(9)前侧对称焊接有两块限位板(18),两块限位板(18)位于放置槽(6)两侧。
5.根据权利要求4所述的一种异形管身成型模具,其特征在于:所述限位板(18)顶侧焊接有导向板(19),所述导向板(19)侧壁与移动板(9)连接,所述导向板(19)为斜坡结构。
6.根据权利要求1所述的一种异形管身成型模具,其特征在于:所述底座(1)上焊接有支撑板(20),所述支撑板(20)顶侧焊接有安装板(21),所述安装板(21)上固定安装有液压缸(22),所述液压缸(22)底侧连接有液压杆(23),所述液压杆(23)底侧固定安装有上模具(24)。
技术总结
本技术属于异形管成型技术领域,具体的说是一种异形管身成型模具,包括底座,所述底座上安装有下模座,所述放置槽上放置有钢管,所述凹槽内壁上开设有滑槽,所述滑槽内部开设有滑块,所述滑块顶侧焊接有移动板,两组移动板之间固定连接有两根第一钢丝,所述第一钢丝为抻直状态,两根第一钢丝之间固定连接有两根第二钢丝,所述第二钢丝为松弛状态,所述第二固定板和移动板之间焊接有弹簧,通过两组第一钢丝抻直的过程中会向上移动,两组第一钢丝和两组第二钢丝之间围成的是“口”字型,两组第一钢丝和两组第二钢丝向上推动V字异型钢管,使得V字异型钢管从模槽内取出,实现了对V字异型钢管的快速取料,有益于提高取料效率。
技术研发人员:张守国,李春伟,王伟波
受保护的技术使用者:华诺威汽车零部件(大连)有限公司
技术研发日:20230925
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!