一种冲孔裁切模具的制作方法
本技术涉及冲孔裁切,具体为一种冲孔裁切模具。
背景技术:
1、模具指工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲裁等方法得到所需产品的各种模子和工具。传统裁切模具的方式是在冲裁得到零件后,再通过人工将加工件取出。这样增加了工序,增加了人工成本,这在目前我国人力成本日益高涨的情况下,极大的增加了企业的成本,因此需要一种能快速加工的冲孔裁切模具。
技术实现思路
1、本实用新型的目的在于提供一种冲孔裁切模具,用于克服现有技术中的上述缺陷。
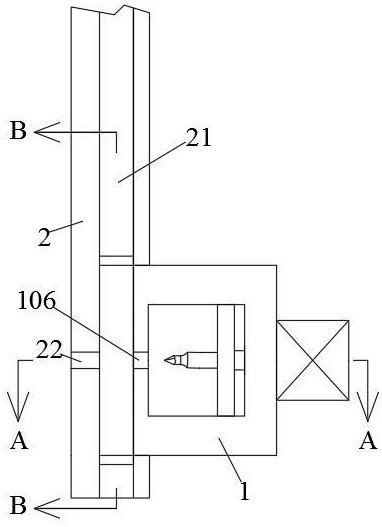
2、根据本实用新型的一种冲孔裁切模具,包括进料通道,所述进料通道的右侧安装有冲裁机构,所述进料通道后侧安装有间隙进料控制机构,所述进料通道内设有进料槽,所述冲裁机构内设有活动腔,所述活动腔内设有冲压活动板,所述冲裁机构的右侧端面上安装有冲压油缸,所述冲压油缸的左侧与所述冲压活动板的动力配合连接,所述冲压活动板的左侧设有前后对称设置的冲压头,所述间隙进料控制机构包括上下对称设置的阻隔板,所述阻隔板的前侧端贯穿所述进料槽的后侧壁且与之滑动配合连接,上侧的所述阻隔板与下侧的所述阻隔板之间设有固定座,所述固定座的前侧端与所述进料通道的后侧壁固定连接,所述固定座的后侧端固设有驱动电机,所述驱动电机的右侧动力配合连接有摆动臂,所述摆动臂的上下两侧对称设有导滑槽,所述导滑槽内滑动配合连接有导销。
3、进一步的技术方案,所述活动腔的左侧壁内设有与所述冲压头相对设置的贯通孔,所述进料槽的左侧壁内设有与所述贯通孔相对设置的排废料孔。
4、进一步的技术方案,上侧的所述导销与上侧的所述阻隔板固定连接,下侧的所述导销与下侧的所述阻隔板固定连接。
5、进一步的技术方案,所述冲压油缸设有两个,且前后对称设置。
6、与现有技术相比,本实用新型的有益效果是:本装置通过间隙进料控制实现自动控制上下两侧的阻隔板交替移动工作,进而实现控制物料进入冲裁位置,通过冲裁机构实现自动控制冲裁工作,在冲裁时能实现废料通过冲压头的推挤后经排废料孔自动排出,减轻了工人劳动量。
技术特征:
1.一种冲孔裁切模具,包括进料通道(2),所述进料通道(2)的右侧安装有冲裁机构(1),其特征在于:所述进料通道(2)后侧安装有间隙进料控制机构,所述进料通道(2)内设有进料槽(21),所述冲裁机构(1)内设有活动腔(101),所述活动腔(101)内设有冲压活动板(102),所述冲裁机构(1)的右侧端面上安装有冲压油缸(104),所述冲压油缸(104)的左侧与所述冲压活动板(102)的动力配合连接,所述冲压活动板(102)的左侧设有前后对称设置的冲压头(103),所述间隙进料控制机构包括上下对称设置的阻隔板(26),所述阻隔板(26)的前侧端贯穿所述进料槽(21)的后侧壁且与之滑动配合连接,上侧的所述阻隔板(26)与下侧的所述阻隔板(26)之间设有固定座(23),所述固定座(23)的前侧端与所述进料通道(2)的后侧壁固定连接,所述固定座(23)的后侧端固设有驱动电机(24),所述驱动电机(24)的右侧动力配合连接有摆动臂(25),所述摆动臂(25)的上下两侧对称设有导滑槽(28),所述导滑槽(28)内滑动配合连接有导销(27)。
2.根据权利要求1所述的一种冲孔裁切模具,其特征在于:所述活动腔(101)的左侧壁内设有与所述冲压头(103)相对设置的贯通孔(106),所述进料槽(21)的左侧壁内设有与所述贯通孔(106)相对设置的排废料孔(22)。
3.根据权利要求1所述的一种冲孔裁切模具,其特征在于:上侧的所述导销(27)与上侧的所述阻隔板(26)固定连接,下侧的所述导销(27)与下侧的所述阻隔板(26)固定连接。
4.根据权利要求1所述的一种冲孔裁切模具,其特征在于:所述冲压油缸(104)设有两个,且前后对称设置。
技术总结
本技术公开了一种冲孔裁切模具,包括进料通道(2),所述进料通道(2)的右侧安装有冲裁机构(1),所述进料通道(2)后侧安装有间隙进料控制机构,所述进料通道(2)内设有进料槽(21),所述冲裁机构(1)内设有活动腔(101),所述活动腔(101)内设有冲压活动板(102),所述冲裁机构(1)的右侧端面上安装有冲压油缸(104),所述冲压油缸(104)的左侧与所述冲压活动板(102)的动力配合连接,所述冲压活动板(102)的左侧设有前后对称设置的冲压头(103);本装置能实现自动控制进料和冲裁工作,提高了冲裁效率。
技术研发人员:任立鑫
受保护的技术使用者:陕西泽曼明工业科技有限公司
技术研发日:20230927
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!