一种抽芯铆钉的锁环工业化安装系统的制作方法
本技术属于铆钉具,具体来说涉及一种抽芯铆钉的锁环工业化安装系统。
背景技术:
1、抽芯铆钉主要用于单面安装铆接,安装方便、快捷,连接可靠,在航空航天领域得到广泛应用,用量很大,其中铝合金、蒙乃尔抽芯铆钉生产制造过程中涉及一种锁环安装,技术要求较高。锁环安装要求是将特殊结构的异形丝材与抽芯铆钉芯杆上的锁紧槽紧密贴合,安装后锁环外圆尺寸及圆度满足工艺规程要求,表面无折痕、毛刺、翻边等缺陷。目前抽芯铆钉锁环安装采用传统的钳工安装,合格率低,效率低,产品一致性差。
技术实现思路
1、本实用新型的目的在于克服上述缺点而提供一种精确、稳定的自动化安装,可根据锁环尺寸及产品规格设计相应工装,用于各种规格抽芯铆钉锁环工业化安装,效率高、质量稳定的抽芯铆钉的锁环工业化安装系统。
2、本实用新型的目的及解决其主要技术问题是采用以下技术方案来实现的:
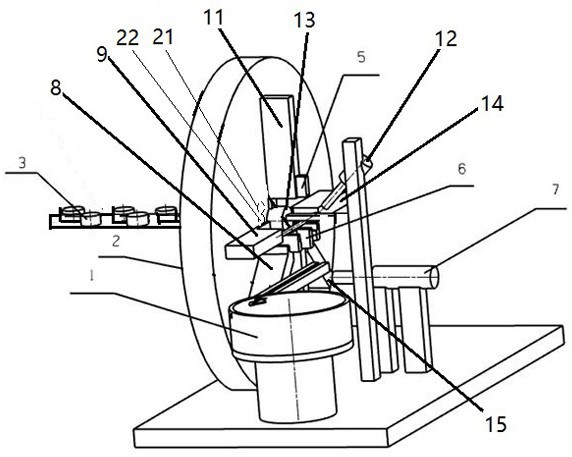
3、本实用新型的一种抽芯铆钉的锁环工业化安装系统,包括芯杆自动上料机构、支架、锁环校直器、切料刀、裹下刀片、芯杆送料机构、包裹辅助刀具a、芯杆夹紧机构a、切料刀刀座、锁环外打料器、旋芯、芯杆夹紧机构b、包裹辅助刀具b,其特征在于;芯杆自动上料机构安装在支架上,支架一端安装有锁环送料主动轮、锁环送料从动轮,锁环送料主动轮、锁环送料从动轮连接锁环校直器,另一端分别安装有包裹下刀片、芯杆送料机构、包裹辅助刀具a、芯杆夹紧机构a、切料刀刀座、锁环外打料器、旋芯、芯杆夹紧机构b、包裹辅助刀具b,切料刀刀座安装有切料刀。
4、所述芯杆自动上料机构由横振电机、芯杆位置传感器、芯杆自动传递导轨、芯杆送料夹爪、旋转气缸、伸缩气缸、上下气缸、振动锅、圆振电机组成,振动锅下面安装有圆振电机,侧面连接芯杆自动传递导轨,芯杆自动传递导轨上安装有芯杆位置传感器,芯杆自动传递导轨连接芯杆送料夹爪,芯杆送料夹爪连接旋转气缸,旋转气缸下面安装有伸缩气缸,伸缩气缸下面安装有上下气缸,芯杆自动传递导轨下面安装有横振电机。
5、所述锁环校直器由锁环校直器支架、校直轮、校直轮调整螺钉组成,校直轮通过校直轮调整螺钉安装在锁环校直器支架上。
6、所述芯杆夹紧机构a由紧固螺钉、顶杆后垫、调整顶杆、芯杆夹紧套管组成,芯杆夹紧套管内放入顶杆后垫、调整顶杆拧入紧固螺钉。
7、所述切料刀上设置有u型凹槽。
8、所述包裹下刀片上设置由凹槽。
9、本实用新型与现有技术相比,具有明显的有益效果;从以上技术方案可知:采用芯杆自动上料系统将芯杆自动送至旋芯位置,夹紧刀具将芯杆夹紧,锁紧槽与旋芯中异性丝孔对齐,锁环送料机构根据芯杆锁紧槽周长将锁环异性丝校直并从旋芯中穿过送至芯杆锁紧槽位置,带有压紧结构的专用切料刀具将异性丝从旋芯端面处切断,专用切料刀具上的压紧结构将锁环u型弯曲,与芯杆锁紧槽相接触配合,同时前后打料装置将u型异性丝打弯,开口缩小,此时,辅助装置将芯杆稳定位置,下刀片向上运动与切料刀具相对运动,将异性丝与芯杆锁紧槽压紧定型,形成圆滑锁环,固定于芯杆锁紧槽内,该机构连续的循环运动将锁环包裹于芯杆锁紧槽内,实现了精确、稳定的自动化安装,可根据锁环尺寸及产品规格设计相应工装,用于各种规格抽芯铆钉锁环工业化安装,效率高、质量稳定。
技术特征:
1.一种抽芯铆钉的锁环工业化安装系统,包括芯杆自动上料机构(1)、支架(2)、锁环校直器(3)、切料刀(5)、裹下刀片(6)、芯杆送料机构(7)、包裹辅助刀具a(8)、芯杆夹紧机构a(9)、切料刀刀座(11)、锁环外打料器(12)、旋芯(13)、芯杆夹紧机构b(14)、包裹辅助刀具b(15),其特征在于;芯杆自动上料机构(1)安装在支架(2)上,支架(2)一端安装有锁环送料主动轮(21)、锁环送料从动轮(22),锁环送料主动轮(21)、锁环送料从动轮(22)连接锁环校直器(3),另一端分别安装有包裹下刀片(6)、芯杆送料机构(7)、包裹辅助刀具a(8)、芯杆夹紧机构a(9)、切料刀刀座(11)、锁环外打料器(12)、旋芯(13)、芯杆夹紧机构b(14)、包裹辅助刀具b(15),切料刀刀座(11)安装有切料刀(5)。
2.如权利要求1所述的一种抽芯铆钉的锁环工业化安装系统,其特征在于;所述芯杆自动上料机构(1)由横振电机(27)、芯杆位置传感器(28)、芯杆自动传递导轨(29)、芯杆送料夹爪(30)、旋转气缸(31)、伸缩气缸(32)、上下气缸(33)、振动锅(34)、圆振电机(35)组成,振动锅(34)下面安装有圆振电机(35),侧面连接芯杆自动传递导轨(29),芯杆自动传递导轨(29)上安装有芯杆位置传感器(28),芯杆自动传递导轨(29)连接芯杆送料夹爪(30),芯杆送料夹爪(30)连接旋转气缸(31),旋转气缸(31)下面安装有伸缩气缸(32),伸缩气缸(32)下面安装有上下气缸(33),芯杆自动传递导轨(29)下面安装有横振电机(27)。
3.如权利要求1所述的一种抽芯铆钉的锁环工业化安装系统,其特征在于;所述锁环校直器(3)由锁环校直器支架(20)、校直轮(18)、校直轮调整螺钉(19)组成,校直轮(18)通过校直轮调整螺钉(19)安装在锁环校直器支架(20)上。
4.如权利要求1所述的一种抽芯铆钉的锁环工业化安装系统,其特征在于;所述芯杆夹紧机构a(9)由紧固螺钉(23)、顶杆后垫(24)、调整顶杆(25)、芯杆夹紧套管(26)组成,芯杆夹紧套管(26)内放入顶杆后垫(24)、调整顶杆(25)拧入紧固螺钉(23)。
5.如权利要求1所述的一种抽芯铆钉的锁环工业化安装系统,其特征在于;所述切料刀(5)上设置有u型凹槽。
6.如权利要求1所述的一种抽芯铆钉的锁环工业化安装系统,其特征在于;所述包裹下刀片(6)上设置由凹槽。
技术总结
本技术公开了一种抽芯铆钉的锁环工业化安装系统,其中;芯杆自动上料机构安装在支架上,支架一端安装有锁环送料主动轮、锁环送料从动轮,锁环送料主动轮、锁环送料从动轮连接锁环校直器,另一端分别安装有包裹下刀片、芯杆送料机构、包裹辅助刀具A、芯杆夹紧机构A、切料刀刀座、锁环外打料器、旋芯、芯杆夹紧机构B、包裹辅助刀具B,切料刀刀座安装有切料刀。本技术精确、稳定的自动化安装,可根据锁环尺寸及产品规格设计相应工装,用于各种规格抽芯铆钉锁环工业化安装,效率高、质量稳定。
技术研发人员:李正俊,李春焕,金万军,李旭华,钟文,文靖
受保护的技术使用者:中国航空工业标准件制造有限责任公司
技术研发日:20230927
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!