一种管卡压制工装的制作方法
本技术涉及客车零部件制造,尤其涉及一种管卡压制工装。
背景技术:
1、随着社会的不断发展,人们在各个地域之间流动的更加频繁,交通就越发凸显出重要性,人类活动对客车的需求也日益增长。由于客车的底盘较高,中门有很高的台阶,一般会在中门上车处增设扶手。例如,专利cn 205311426 u公开了一种客车用扶手,其在螺杆的端部设有与定位孔相对应的定位块,以提升螺杆的稳定性;同时,为了方便乘客抓牢扶手,所述管子的外表面以及扶手杆的外表面设有发泡层。
2、同时,该专利中由多根管子组成的扶手本体通过管卡固定于车体上,以实现对扶手本体的固定。然而,目前管卡的生产通常都是由冲压车间进行一次折弯后转车身通过人工掰来进行塑形,辅以锤子敲打出大致的形状,这种方式存在受力不均匀,使得管卡左右两侧难以对称情况,而且加工效率较慢。
技术实现思路
1、有鉴于此,有必要提供一种管卡压制工装,用以解决现有技术中手工制作的管卡左右两侧难以对称情况,而且加工效率较慢的技术问题。
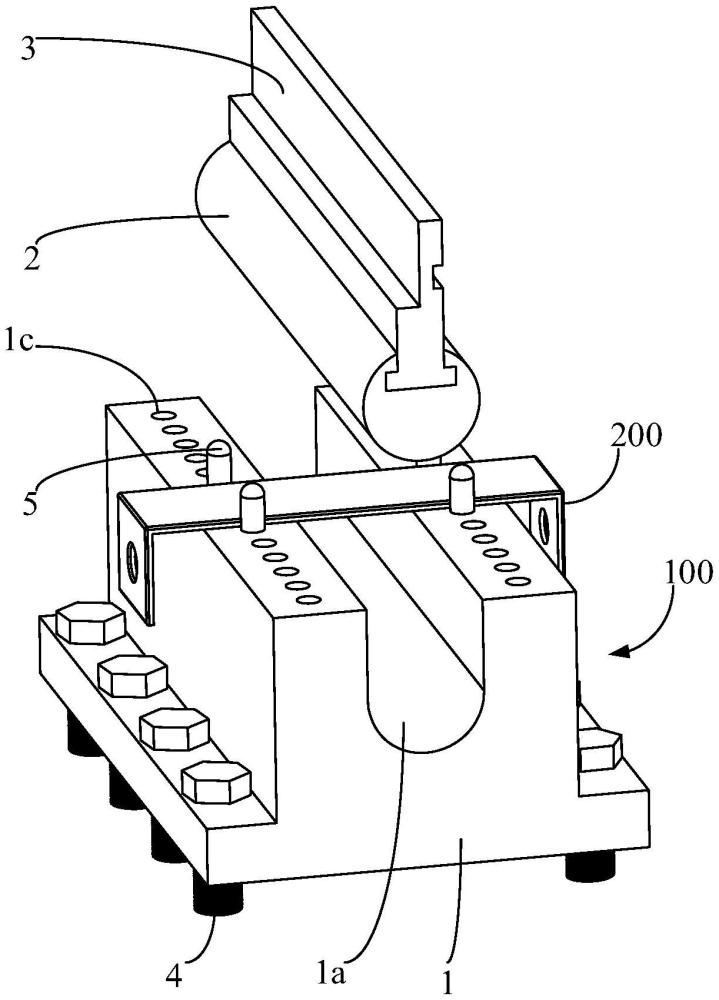
2、本实用新型提供一种管卡压制工装,该管卡压制工装用以安装于折弯机,所述折弯机包括第一模座及第二模座,所述第一模座包括第一座体及第一折弯部,所述第一折弯部可拆卸地安装于所述第一模座,所述第二模座包括第二座体及第二折弯部,所述第二折弯部可拆卸地安装于所述第二座体,且所述第一座体具有靠近及远离所述第二座体的活动行程,所述管卡压制工装包括:
3、第一模芯及第二模芯,所述第一模芯用以在所述第一折弯部拆离于所述第一座体时可拆卸地安装于所述第一座体,所述第二模芯用以在所述第二折弯部拆离于所述第二座体时可拆卸地安装于所述第二座体;
4、其中,所述第一模芯靠近所述第二模芯的一侧凹设有压制槽,所述压制槽相对的两侧壁用以搁置工件,所述第二模芯适配于所述压制槽,且其用以在所述第一座体活动时对应伸入或退离所述压制槽、并在伸入所述压制槽内时能够将工件压制成型。
5、可选地,所述第一模芯设有多种,各种所述第一模芯对应的所述压制槽的尺寸各异;
6、对应的,所述第二模芯设有多种,多种所述第二模芯与多种所述第一模芯一一对应。
7、可选地,所述第二模芯远离所述第一模芯的一侧凹设有滑槽,所述滑槽的底部连通有限位槽,所述限位槽的槽宽大于所述滑槽的槽宽;
8、所述管卡压制工装还包括安装座,所述安装座用以安装于所述第二座体,并对应所述滑槽设有滑轨,所述滑轨的端部设有限位块,所述限位块的宽度大于所述滑轨的宽度,所述滑轨设于所述滑槽,且所述限位块设于所述限位槽内。
9、可选地,所述安装座的一侧凹设有挡止槽,所述挡止槽位于所述安装座远离所述滑轨的一端;
10、其中,所述安装座远离所述滑轨的一端用以置于设于所述第二座体的导向槽内,且所述挡止槽用以供设于所述导向槽侧壁的挡止块插设,使得所述安装座可拆卸地安装于所述第二座体。
11、可选地,所述第一模芯沿远离所述第二模芯的方向贯设有固定孔;
12、所述管卡压制工装还包括固定螺栓,所述固定螺栓穿设于所述固定孔内,且其螺接端用以螺接于设于所述第一座体的螺纹孔,使得所述第一模芯可拆卸地安装于所述第一座体。
13、可选地,所述压制槽用以搁置工件的两侧壁分别设有挡止杆,所述挡止杆位于所述压制槽的侧壁靠近所述第二模芯的端面,且位于各侧的所述挡止杆设有两个,同侧的两个所述挡止杆之间形成有用以限制工件活动的限位间隙。
14、可选地,所述压制槽的侧壁设有所述挡止杆的端面设有多个安装孔,多个所述安装孔沿所述压制槽的延伸方向间隔设置;
15、所述挡止杆能够插设于任一所述安装孔中,使得同侧的两个所述挡止杆之间的间距可调。
16、可选地,所述压制槽沿所述第一模芯的长度方向延伸设置,对应的,所述第二模芯的延伸方向与所述压制槽的延伸方向相同。
17、可选地,所述压制槽呈u形槽设置,且其开口朝向所述第二模芯;
18、所述第二模芯靠近所述第一模芯的一侧呈弧形面设置。
19、可选地,所述第一模芯和/或所述第二模芯为45#钢模芯。
20、与现有技术相比,本实用新型提供的管卡压制工装中,能够在第一折弯部安装于第一座体,且第二折弯部安装于第二座体时,通过折弯机先批量化的将工件的两端分别折弯,以得到一次折弯的工件;待批量工件端部一次折弯后,再将第一折弯部自第一座体上拆离、并将第二折弯折部自第二座体上拆离。此时,对应将第一模芯安装于第一座体上,并将第二模芯安装于第二座体上;然后将一次折弯后的工件搁置于第一模芯的压制槽的两侧壁上,再通过驱使第一座体靠近第二座体,使得第二模芯能够挤压工件进入压制槽中,以将工件二次折弯压制成型。如此,工件压制时受力均匀,避免人工加工而出现工件两端不对称的情况,并提高了加工效率,且结构简单,节省成本。同时,在第一模芯及第二模芯出现损坏时能够及时更换,保证加工效率。
21、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以本实用新型的较佳实施例并配合附图详细说明如下。本实用新型的具体实施方式由以下实施例及其附图详细给出。
技术特征:
1.一种管卡压制工装,用以安装于折弯机,所述折弯机包括第一模座及第二模座,所述第一模座包括第一座体及第一折弯部,所述第一折弯部可拆卸地安装于所述第一模座,所述第二模座包括第二座体及第二折弯部,所述第二折弯部可拆卸地安装于所述第二座体,且所述第一座体具有靠近及远离所述第二座体的活动行程,其特征在于,所述管卡压制工装包括:
2.根据权利要求1所述的管卡压制工装,其特征在于,所述第一模芯设有多种,各种所述第一模芯对应的所述压制槽的尺寸各异;
3.根据权利要求1所述的管卡压制工装,其特征在于,所述第二模芯远离所述第一模芯的一侧凹设有滑槽,所述滑槽的底部连通有限位槽,所述限位槽的槽宽大于所述滑槽的槽宽;
4.根据权利要求3所述的管卡压制工装,其特征在于,所述安装座的一侧凹设有挡止槽,所述挡止槽位于所述安装座远离所述滑轨的一端;
5.根据权利要求1所述的管卡压制工装,其特征在于,所述第一模芯沿远离所述第二模芯的方向贯设有固定孔;
6.根据权利要求1所述的管卡压制工装,其特征在于,所述压制槽用以搁置工件的两侧壁分别设有挡止杆,所述挡止杆位于所述压制槽的侧壁靠近所述第二模芯的端面,且位于各侧的所述挡止杆设有两个,同侧的两个所述挡止杆之间形成有用以限制工件活动的限位间隙。
7.根据权利要求6所述的管卡压制工装,其特征在于,所述压制槽的侧壁设有所述挡止杆的端面设有多个安装孔,多个所述安装孔沿所述压制槽的延伸方向间隔设置;
8.根据权利要求1所述的管卡压制工装,其特征在于,所述压制槽沿所述第一模芯的长度方向延伸设置,对应的,所述第二模芯的延伸方向与所述压制槽的延伸方向相同。
9.根据权利要求1所述的管卡压制工装,其特征在于,所述压制槽呈u形槽设置,且其开口朝向所述第二模芯;
10.根据权利要求1所述的管卡压制工装,其特征在于,所述第一模芯和/或所述第二模芯为45#钢模芯。
技术总结
本技术涉及一种管卡压制工装,包括第一模芯及第二模芯;第一模芯用以在第一折弯部拆离于第一座体时可拆卸地安装于第一座体,第二模芯用以在第二折弯部拆离于第二座体时可拆卸地安装于第二座体;其中,第一模芯靠近第二模芯的一侧凹设有压制槽,压制槽相对的两侧壁用以搁置工件,第二模芯适配于压制槽,且其用以在第一座体活动时对应伸入或退离压制槽、并在伸入压制槽内时能够将工件压制成型。本方案使得工件压制时受力均匀,避免人工加工而出现工件两端不对称的情况,并提高了加工效率,且结构简单,节省成本。同时,在第一模芯及第二模芯出现损坏时能够及时更换,保证加工效率。
技术研发人员:祁先锋
受保护的技术使用者:武汉客车制造股份有限公司
技术研发日:20230926
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!